Advanced magnetic materials in automotive sensors
Dr. Robert Brand, VACUUMSCHMELZE
Advances in automobile development have meant that modern vehicles are now much safer and more comfortable than their predecessors. Every new generation of automobile features a proliferation of active solutions developed to complement and enhance passive safety features such as increased chassis rigidity. Longer-established safety systems including ABS and ESP are now standard features even in lower-cost compact cars, while more advanced developments such as on-board radar and lane departure systems are becoming increasingly widespread in their adoption by manufacturers.
Sensors are now playing a vital role in the measurement and display of a wide variety of critical automotive running conditions, for example:
• Position (route/angle)
• Rev count and speed
• Acceleration and vibration
• Power and torque
• Temperature
• Pressure
• Fill level and flow rate
• Moisture
• Current and voltage
• Light levels
The most striking new features are the numerous "assistant systems" that make driving increasingly convenient, including parking-assist systems, adaptive headlamps, automatic distance control and many more. But all active in-car systems have one thing in common: they operate on the basis of signals that detect the current status of the vehicle and serve as the starting-point for further automatic or manual actions. If we think of the control electronics as the “brain” of the car, the sensors are its “touch and feel senses”. They measure an enormous range of influences that impact the car's performance. Just as with humans, clear sensory impressions can make all the difference in avoiding incorrect, or even dangerous, reactions to stimuli. Vehicle sensors must therefore fulfill a list of complex requirements, such as:
• Precision
• Temperature stability
• Durability (resistance to dirt, moisture etc.)
• Electromagnetic compatibility (EMC)
• Long service life and resistance to wear
Because electronic devices are among the most sensitive components in a car, resistance to wear is a key requirement for sensors. Contactless sensors such as magnetic signal transmission naturally have an advantage in this respect because the sensor elements can be enclosed in gas-tight packaging to protect them from all external environmental influences. To enable the major benefits of magnetic sensor methods to be fully realized, the selection of advanced magnetic materials is a critical factor.
VACUUMSCHMELZE specializes in the production of advanced magnetic materials and the development of specialized products based on them. The amorphous and crystalline Fe, Ni and Co-based alloys produced by the company are tested extensively and specifically in a broad array of sensor-based automotive applications including, but by no means restricted to:
•Resolvers made from PERMENORM® 5000 H2 as angle sensors in electric motors
•Components made from the ductile permanent magnetic alloy CROVAC® 12 for switch-point sensors in turbochargers
•VITROVAC® amorphous alloy assemblies for use in the antennae of keyless entry-and-go systems
•Soft magnetic components for linear position sensors
•Cores and components for power sensors, e.g. for battery management systems
•Stators and flux concentrators in torque sensors for electrical power steering
Electrical steel (e.g. M270-35A) is widely used for soft magnetic components. Although this material is suitable for power transmission applications such as engines and actuators because of its high saturation polarization, there are different properties that are more important for sensors. Low coercivity and high permeability at low magnetic field strengths are fundamental for high-precision sensor applications. In these cases, NiFe alloys are recommended, with MUMETALL® being the best known.
While electrical steel offers coercivity typically around 20 A/m, the performance of MUMETALL is a staggering 10 times lower at 1.5 A/m. Hysteresis issues are reduced with MUMETALL, making it an ideal soft magnetic alloy for low field strengths (see Table 1). This is also demonstrated by its maximum permeability of 250,000, which is over 10 times better than that of electrical steel (20,000).

Click image to enlarge
Table 1: Typical properties of NiFe materials compared to electrical steel
To ensure the material retains these properties in real-world applications, two issues are of critical importance. Firstly, the alloy composition must have a tight tolerance range and minimum contamination from carbon and other substances. Secondly, final heat treatment – ideally in a pure hydrogen atmosphere – is essential for optimum results. To preserve the material's magnetic properties in use, any mechanical treatment of the component at later stages (drilling, milling, stamping, bending etc.) should be avoided. A final heat treatment is therefore generally applied to the finished component. Given the processes involved in providing the hydrogen atmosphere and the high temperatures required – over 1000°C for NiFe alloys – this is not a trivial matter and a high level of expertise is required in the handling of these materials.
In order to achieve this, VACUUMSCHMELZE supplies heat-treated components as well as semi-finished products in the form of tapes, bars and wire. Depending on the application, these heat-treated components are typically in the form of stamped parts, core assemblies or stamped/bent parts.
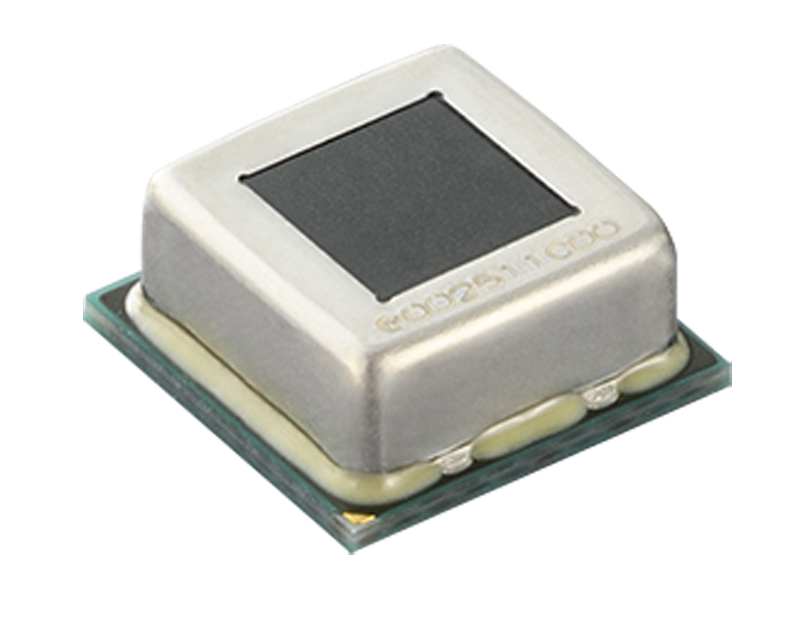
For example, in-die stacked cores are produced from MUMETALL for use in current sensors (see Figure 1). The cores are made up of individual, separately insulated 0.35mm thick laminations. The core forms a magnetic circuit with a field sensor element in the air gap, so that the magnetic field thus detected is proportional to the current surrounded by the electrical circuit. The precision of the sensor measurement depends on the magnetic properties of MUMETALL and the narrow tolerance of the air gap width. The combination of magnetic materials expertise and device geometry thus forms the basis for applications such as optimized battery management.
Click image to enlarge
Figure 1: Current sensor for battery management systems with MUMETALL cores
VACOPERM® 100 is a material highly suited to sensor applications. Like MUMETALL, its outstanding soft magnetic properties are primarily defined by the alloy composition. Although both materials contain approximately 77% nickel, VACOPERM offers superior soft magnetic properties with maximum permeability of 400,000 and ultra-low coercivity of 1.0A/m. These properties are vitally important for routing technology in automatic transmission systems.
In PLCD (Permanent magnetic Linear Contactless Displacement) technology, the position of a permanent magnet is detected by a current-carrying coil. A soft magnetic core of VACOPERM 100 is locally saturated by the magnet, with the change in magnetic conditions caused by the change of position evaluated using the same principle as a differential transformer. In addition to the consistent soft magnetic properties of the core, optimum temperature behavior is a primary requirement. A VAC developed, application-specific production process for the 0.5mm thick VACOPERM 100 strips ensures that they retain stable magnetic properties throughout a wide temperature range from -40 to +140°C allowing the most highly accurate and reliable sensors to be produced consistently (see Figure 2).

Click image to enlarge
Figure 2: PLCD displacement sensor for positioning with VACOPERM 100 strips
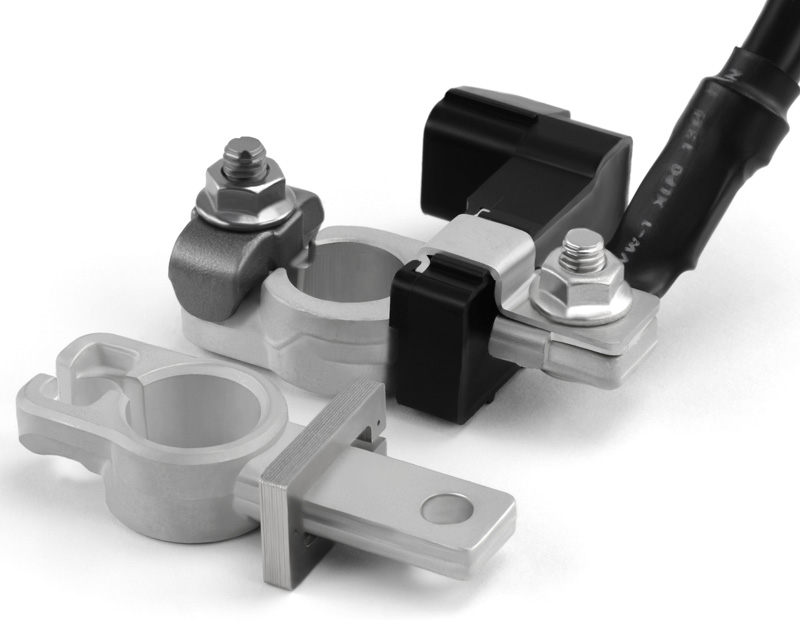
Modern technologies demand the development of new materials, processes and applications. One example is in electric power steering applications, in which electric motors are increasingly replacing the more familiar hydraulic systems (see Figure 3). They operate on the basis of control signals from torque sensors attached directly to the steering column. The system developed by MMT (Moving Magnet Technologies) imposes rigorous demands on the soft magnetic components. From a cost perspective, it may seem to be an advantage to avoid materials with high nickel content; at first, Ni/Fe alloys with a nickel content of around 48% such as PERMENORM 5000 may be considered. However, the coercivity of the material used must be as low as possible to achieve the optimum steering “feel” for the driver.

Click image to enlarge
Figure 3: Stamped/bent parts made from ULTRAVAC 44 V6 for torque sensors in electric power steering systems
Starting on the basis of PERMENORM 5000, VACUUMSCHMELZE developed a new alloy tailored to these requirements of this application. ULTRAVAC® 44 V6 reduces coercivity to 3.5A/m without requiring compromises over other relevant alloy properties. To achieve this, the stamped/bent parts produced from 0.8mm tape must be heat-treated at temperatures exceeding 1100°C (see Figure 4). To ensure that these components retain their precise dimensions during this process, special techniques have been developed to ensure that the required quality standards are maintained throughout large-scale production. This example demonstrates effectively the importance of combining expertise in materials and processing in the production of complex parts with sophisticated profiles of requirements.
Click image to enlarge
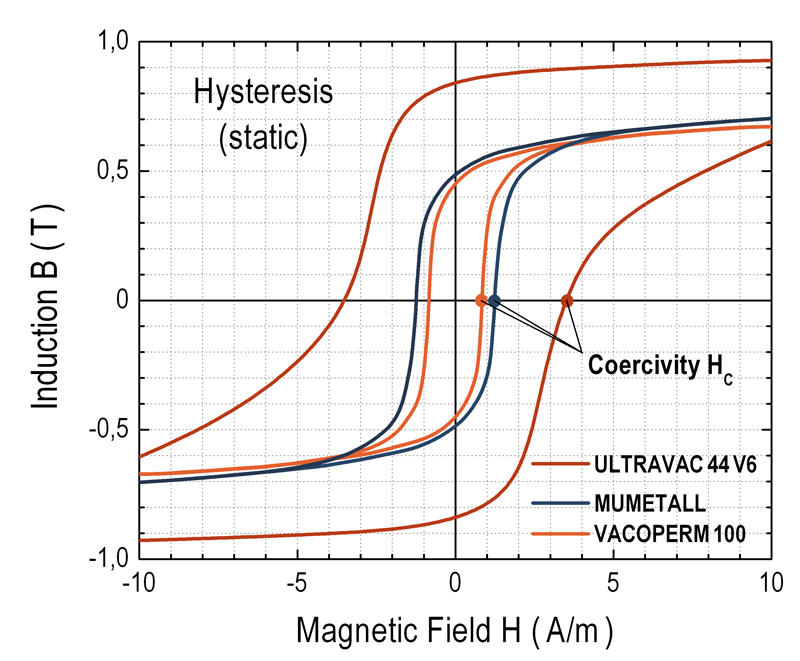
Figure 4: Hysteresis curves derived from the advanced materials developed by VAC
The emergence of these advanced magnetic materials for the automotive industry is a growth market as manufacturers recognize the increased accuracy and reliability that can be achieved by their implementation. This not only reduces the cost of ownership over the lifetime of the vehicle, due to less costly corrective maintenance, but also provides a significantly higher safety and comfort factor for the motorist.