Careful analysis and modernization enhances steel mill productivity
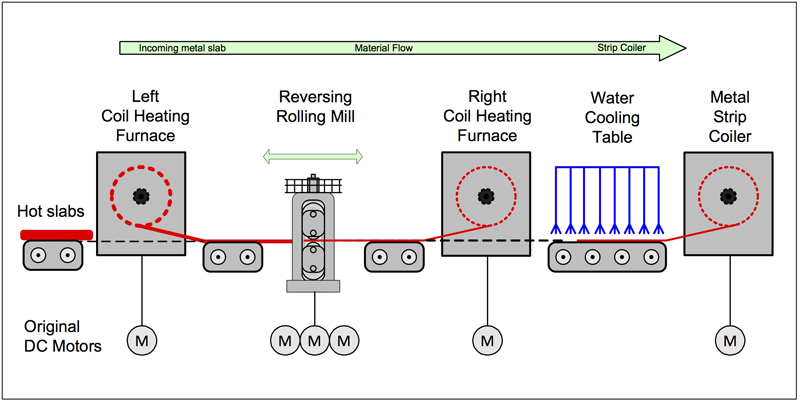
Like many steel mills throughout the world, a recent TMEIC customer in Tuscaloosa was searching for a solution to increase production at its facility. An aging steel rolling Steckel mill, powered by large DC motors and controlled by variable speed DC drives was limiting the full production potential of the mill. Figure 1 illustrates the general mill layout incorporating three coupled 4,700 HP DC motors for the single stand rolling mill, two 1,500 HP DC motors for the coil heating furnaces, and another 1,500 HP DC motor for the coiling machine.
Click image to enlarge
Figure 1. General Rolling Mill Layout
Production limitations were identified in the overload torque capacity of the three 4,700 HP motors. The coupled system was limited to 180% overload torque capacity due to weaknesses found in the power system. In an effort to increase production, the customer asked TMEIC engineers to find solutions that would allow the overload torque to be increased to the 225% maximum available from the stand DC motors and drives.
After careful analysis and recommendations for modernization solutions, the mill replaced the coil furnace and coiler DC motors with new 1,500 kW AC induction motors fed from updated voltage source inverters. The advanced inverters are fed from a three level, neutral point clamped voltage source converter, that is also capable of injecting reactive current to partially compensate for the lagging 33 MVAR demanded by the DC drives.
As a result of the system upgrades, voltage variations from the DC drives were reduced during heavy load and the additional requested overload torque was now available for the main stand DC motors.
This article describes the analysis and control strategy TMEIC engineers implemented in the conversion to maintain the DC bus voltage balanced under the injection of 14 MVAR leading or lagging and to drastically reduce power system voltage fluctuations by half, falling from 8% to 4%.
Background
The stand DC drives demand high lagging reactive power, particularly during the acceleration, deceleration and at constant speed throughout the first metal passes when rolling torques are especially high. This is due to the thyristor converters retarding the firing angle to produce the proper DC bus voltage and as a side-effect, the line current is consistently lagging the voltage. These high reactive power demands introduce voltage drops in the system.
The current in each phase is lagging to neutral voltage and as a result the DC drives present the system a low power factor with a minimum value when the motor speed and armature voltage are close to zero.
The voltage at the 13.8 kV bus rises, drops and maintains a total excursion of approximately 8 to 10%. Throughout the analysis stage, actual voltages during mill operation were recorded and illustrate daily voltage fluctuations from 14.4 to 14.7 kV when the mill is idling. The maximum voltages during idling conditions are above the rated 13.8 kV due to the overcompensation introduced by a medium voltage capacitor bank.
Upgrade overview
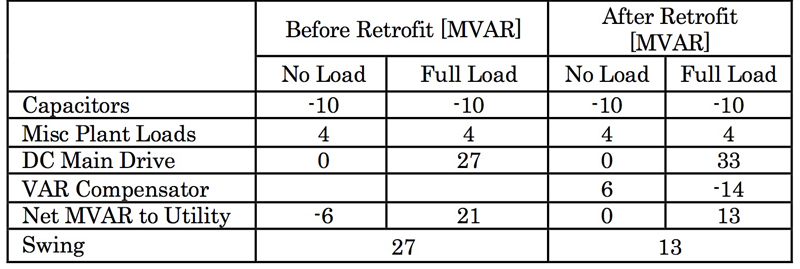
In an effort to reduce the voltage variation and create the possibility of increasing mill stand motor overloads, TMEIC recommended an upgrade by injecting lagging VARs during mill idling and leading VARs when the mill is in operation resulting in a reduction of the net reactive power and total voltage fluctuation. Table I summarizes the reactive power demand before the retrofit and the targeted values after.
Click image to enlarge
Table I: Total Reactive Power Demand before and after the retrofit
Because the new AC drives would operate with a high power factor, an alternative solution was offered to replace the existing DC drives and motors with new AC voltage source inverters and AC motors, however, after careful evaluation the customer decided to implement the VAR compensation, keeping the mill’s DC motors, while replacing the coiler and furnace DC motors with new AC induction machines.
Figure 2 illustrates a simplified one-line diagram showing the final configuration. On the left are the existing DC drives and mill motors. To the right is the new dual bank converter, inverters and AC Induction Motors for the coiler and left and right furnaces. Additionally, the new system boasts the capability of feeding one 4.5 MW motor that would replace a mill DC motor in future upgrades.

Click image to enlarge
Figure 2. Simplified System One Line Diagram (after the retrofit)
The Converter is a dual-bank voltage source of three-level Neutral Point Clamped type. It was configured with a normal PWM algorithm where the voltage references for each phase are compared with the triangle waveform carriers that have a frequency of 540 Hz. In this type of converter the neutral current increases as the power factor gets smaller and the modulation index increases.
For the converter, the worst operating condition corresponds to high leading current because the converter operates at low power factor and high modulation index. The neutral current introduces voltage fluctuation on the two sections of the DC bus and increases the possibility of voltage unbalance between them.
Implementation
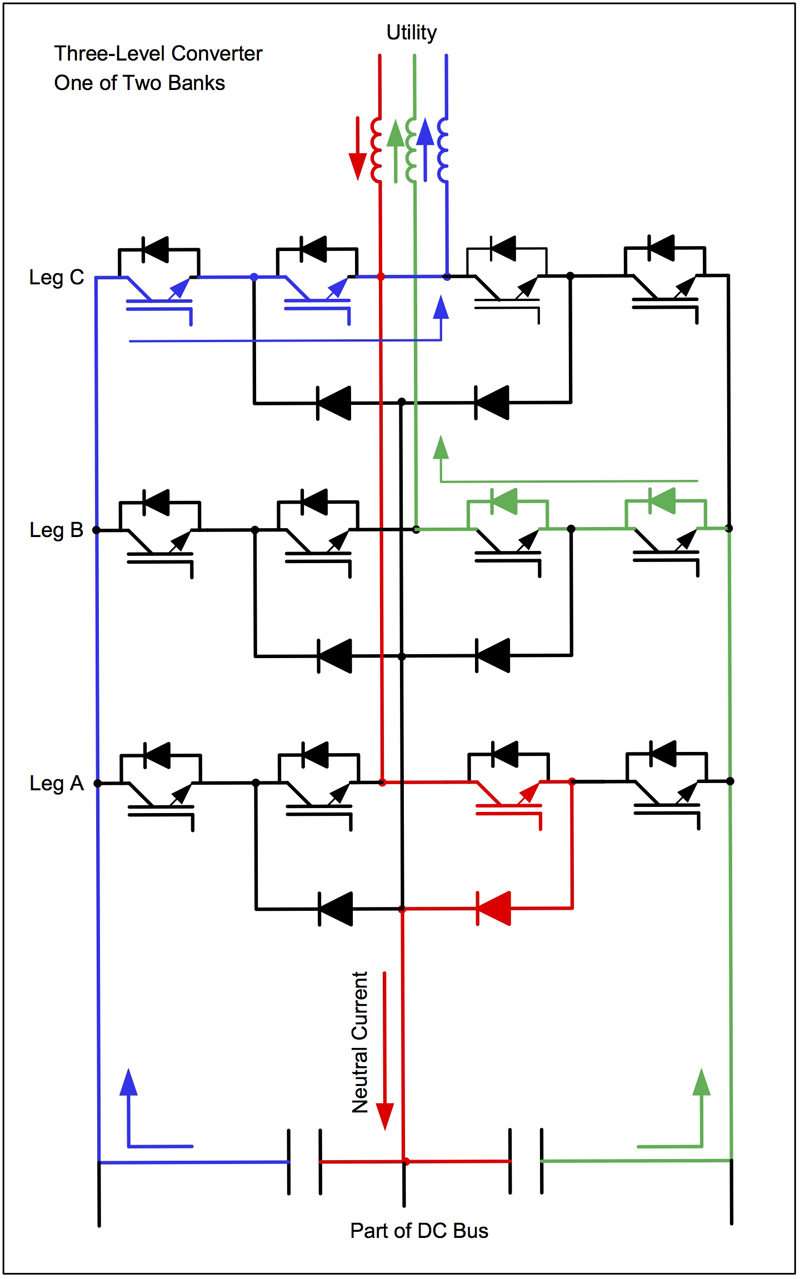
Figure 3 expresses the topology of the three-level neutral point clamped voltage source converter. The DC bus is divided in two sections, one between the positive bus and neutral point, and the other between the negative bus and neutral point. Switches are implemented with 4 IEGT’s (Injection Enhanced Gate Transistor), the corresponding antiparallel diodes and two additional diodes for the Neutral Point Clamped effect. In this particular case, the neutral current tends to discharge the capacitors of the positive side of the DC bus and charge the capacitors on the negative side. This creates unbalanced DC bus voltages that need to be maintained under control.
Click image to enlarge
Figure 3. Voltage Source Three-Level Neutral Point Clamped Converter
There are several strategies to minimize the possibility of voltage unbalance between the two DC bus sections. TMEIC engineers added a DC offset to each of the phase’s voltage reference in such a way that more or less power is injected (or extracted) from the positive or negative side of the DC bus capacitors. The value of the DC Offset is calculated based on the measured converter neutral point voltage and the value (including the sign) of the active power handled by the converter. This strategy requires the converter handle active current otherwise the DC Offset added to the voltage references would not produce the desired effect.
With the reactive power compensation requirements demanding a dual bank converter, engineers decided to circulate a small active current between the banks when the reactive current reference exceeds 5% of the converter rated current. By doing this, the small active component and the DC offset added to the voltage references are enough to keep the voltage balanced on the two DC bus sections.
Because the system was sized to partially compensate the lagging reactive power demanded by the DC drives, as shown in Table I, the absolute value of the DC drive armature’s current reference was used as a rough reactive current reference for the new converters. A more elaborate calculation was not necessary. An offset equivalent to 6 MVAR (lagging) to account for the net value of the existing capacitor bank and auxiliary loads was also added to calculate the final reactive current reference.
Upgrade overview
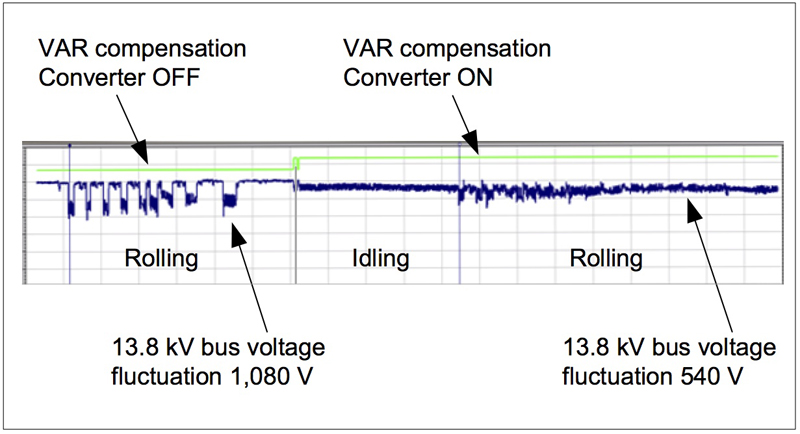
Figure 4 shows a trend of 13.8 kV bus voltage with VAR compensation OFF and ON. On the left, the reactive power compensator was inactive and clearly shows that during rolling the voltage feedback experiences an excursion of approximately 1080 V (7.8 % of the system voltage). On the right, the reactive power compensator was active, a second piece was rolled, and the voltage fluctuation was reduced to 540 V (3.9% of the system voltage).
Click image to enlarge
Figure 4. Trend of 13.8 kV bus voltage with VAR compensation OFF and ON
When the reactive power compensator is active and before rolling, the system voltage feedback is reduced when compared with idle periods and no reactive power compensation. This is a result of the reactive power compensator injecting approximately 6.4 MVAR lagging to cancel the extra leading VAR’s introduced by the capacitor bank connected at the 13.8 kV bus. Now, during idle periods, the system operates at unity power factor. Additionally, the reduction of the leading VAR’s during idle periods helps minimize voltage fluctuation.
The maximum value of the converter voltage reference during rolling reaches 103 % (3,065 V), while injecting 11.3 MVAR leading. These values are within the capability of the converter (3,250V and 14 MVAR leading). The reactive power compensator has reduced the voltage fluctuation at the 13.8 kV mill distribution bus, allowing a future increase in the DC drives overload that will help increase mill production.
The new converter and inverters were installed inside a newly added electrical room along with some additional equipment. Figure 5 shows the electrical room.

Clcik image to enlarge
Figure 5. Inverters and Converters
Between the converter and inverter control panels (on the left) and the corresponding power bridges (on the right) there is an overhead cable tray, housing interconnected control wires and fiber optics for the IEGT gate signals. The water to water heat exchanger for the drive cooling system was installed outside of the electrical room. Motor control centers are on the right and the control (PLC) cabinet is at the back.
Savings
After identifying voltage fluctuations during rolling as the culprit limiting the maximum overload capability of the DC drive system, engineers reduced fluctuations to approximately 50% of the original values. This increased the overload torque to the 225% maximum available from the stand DC motors and drives, TMEIC considerably improved the steel mill’s rolling system. Additionally, new coiler and furnace AC inverters, as well as induction motors are now fed from the same converters and will help reduce the maintenance cost when compared to the outdated DC motors.