Precision Beyond the Instrumentation Amp: Why Current-Mode Architectures Are the New Blueprint for Industrial Sensing
For power systems and industrial automation, the Analog Front End (AFE) ensures that the transition from physical sensor data to digital interpretation is seamless and secure.
Figure 1: Front and back of the TS5510
As sensors proliferate in electrically hostile environments, traditional voltage-mode architectures are hitting performance ceilings. By transposing the principles of high-fidelity professional audio into the industrial domain, a new class of Current Conveyor-based AFEs is emerging. This article explores how Triad Semiconductor's TS5510 leverages this architecture to deliver 156dB of input capture range, fundamentally redefining signal integrity on the factory floor.
The Industrial Signal Integrity Crisis
The fourth industrial revolution is built on high-resolution data. In modern power systems, manufacturing plants, and energy facilities, every motor, turbine, and high-voltage line is a source of mission-critical information. To extract this data, engineers rely on a wide array of sensors — thermocouples for temperature measurement, strain gauges for structural integrity, and piezoelectric accelerometers for vibration analysis.
However, as the density of electronic equipment increases, so does the electromagnetic "pollution" of the environment. The challenge of modern signal acquisition is not just measuring a signal, but isolating it from interference. In power systems design, where high-voltage switching and massive inductive loads are common, the "noise floor" is a moving target. Historically, the industry relied on Voltage-Mode Instrumentation Amplifiers (INAs) to bridge analog sensors and digital processors, but INAs are increasingly ill-equipped to handle the requirements of high-dynamic-range, high-speed, and high-noise environments.
The "Universal AFE," inspired by the extreme requirements of professional audio, moves from voltage-mode to current-mode processing internally so designers can achieve levels of precision and noise rejection previously considered mutually exclusive.
The Physics of the "Common-Mode Enemy"
In professional audio and industrial sensing, the primary obstacle to signal integrity is common-mode (CM) noise or unwanted electrical interference that appears simultaneously and in-phase on both signal lines of a balanced or differential pair.
In a factory environment, CM noise is generated by many sources:
Variable Frequency Drives (VFDs).These pulse-width modulated (PWM) systems generate large high-frequency transients that couple into nearby sensor lines.
Long Cable Runs.It is not uncommon for a sensor to be 100 or 200 meters from the central data acquisition (DAQ) system. These cables act as giant antennas, picking up 50/60Hz hum from power lines and RF interference from communication equipment.
Ground Loops.In large-scale facilities, "ground" is rarely at the same potential in two different locations. This potential difference can inject significant CM voltages into the signal path, where the equipment is ground referenced at either end.
When these CM voltages exceed the operating limits of a standard amplifier, they cause saturation, clipping, or, at the very least, a significant degradation of the signal-to-noise ratio (SNR). To combat this, an AFE must possess a high Common-Mode Rejection Ratio (CMRR).
Click image to enlarge
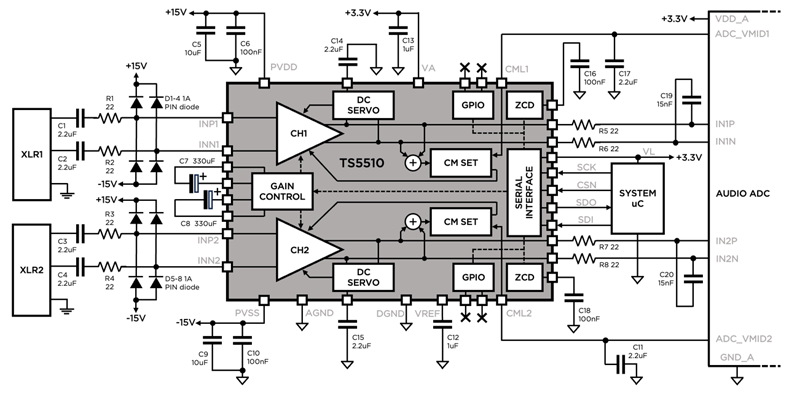
Figure 2: TS5510 application diagram
Structural Limits of Legacy Voltage-Mode Architectures
The traditional “three amplifier” INA is the standard solution for differential signal amplification. It works by using high open-loop gain and global negative feedback to set the closed-loop gain. However, this architecture has three inherent flaws that limit its efficacy in high-performance industrial systems:
1. The Gain-Bandwidth Product (GBWP) Conflict
In a voltage-mode op-amp, the bandwidth is inversely proportional to the gain. If an engineer needs a high closed-loop gain (+40dB) to resolve a tiny signal from a thermocouple, the amplifier’s bandwidth is severely reduced. This limits the system’s ability to capture high-frequency transients or fast-moving signals, which are critical in predictive maintenance and power fault analysis.
2. The Mathematical Failure of Resistor Matching
The CMRR of an INA is almost entirely dependent on the precise matching of internal and external resistor networks. Resistor tolerance (Rtol) significantly influences the CMRR formula for a standard difference amplifier stage.
Even a small mismatch of 0.1% in resistor values limits the theoretical CMRR to approximately 60dB — well below the 90–100 dB required for modern automation, driving up the total cost of ownership and introducing long-term reliability risks from aging components and shifting under thermal stress.
3. Headroom Constraints and the "Pad" Problem
Standard AFEs have a limited input voltage range. If a sensor produces a "line-level" signal of several volts, it will clip the amplifier unless an external resistive "pad" is used to attenuate the signal. These attenuators introduce thermal noise, reduce the overall SNR, and require additional switching circuitry (relays or analog switches) to toggle when the signal level changes.
The Technical Case for Current-Mode Processing
To overcome these limitations, the semiconductor industry has turned to Current-Mode Instrumentation Amplifiers (CMIAs) based on the Current Conveyor (CC) architecture. First introduced by Sedra and Smith in 1968, the concept has only recently become commercially viable for broad industrial use due to advances in mixed-signal silicon integration.
The second-generation current conveyor (CCII) is a three-terminal building block (Y, X, and Z) that operates fundamentally differently than an op-amp. Unlike voltage-mode amplifiers, current conveyors do not rely on global negative feedback to set gain. Instead, gain is typically set by the ratio of two resistors in an open-loop configuration.
Architecture Deep Dive: The Triad TS5510 "Universal AFE"
The Triad Semiconductor TS5510 is a commercial realization of the current-conveyor architecture, designed to act as a "Universal" front end for both professional audio and industrial sensing. It is a two-channel, low-noise, programmable-gain input amplifier that redefines the relationship between noise and headroom.
1. 156dB Total Input Capture Range (TICR)
The most significant technical metric of the TS5510 is its 156dB TICR, which defines the total range between the smallest signal the device can resolve and the largest signal it can accept without clipping.
● Low End: The Equivalent Input Noise (EIN) is -130dBV (20KHz BW). For context, this represents the absolute physical limit of analog signal capture at room temperature.
● High End: The device can handle input signals up to 30Vpp directly.
2. Elimination of External Attenuators and SNR Preservation
Because the current-conveyor architecture can handle high-voltage differential signals directly, the TS5510 eliminates the need for external resistive attenuators. This "padless" design provides a single, clean signal path for microvolt sensor outputs and multi-volt line signals via simple SPI-based digital gain control (-18dB to +47dB in 1-dB increments). This preserves the SNR across the entire capture range, ensuring that the ADC always receives the most accurate representation of the physical world.
3. Integrated Digital Control and SPI Interface
The TS5510 features an SPI (Mode 0) interface for real-time control. In an industrial environment, this allows the system firmware to dynamically adjust each channel’s gain to compensate for changing sensor conditions or gain structure optimization.
Industrial Case Study 1: Condition-Based Monitoring (CBM)
In predictive maintenance, CBM is used to monitor the health of high-value industrial assets such as turbines, compressors, and large motors. The primary tool for this is the piezoelectric accelerometer.
To detect the early signs of bearing failure or shaft misalignment, the AFE must resolve tiny spectral peaks buried in high-frequency noise. A standard INA often fails here because the high gain required for the sensor reduces the bandwidth to a point where high-frequency vibration data is lost. Furthermore, the motor's electrical noise often saturates the front mid-point within the INA amplifier structure.
Click image to enlarge
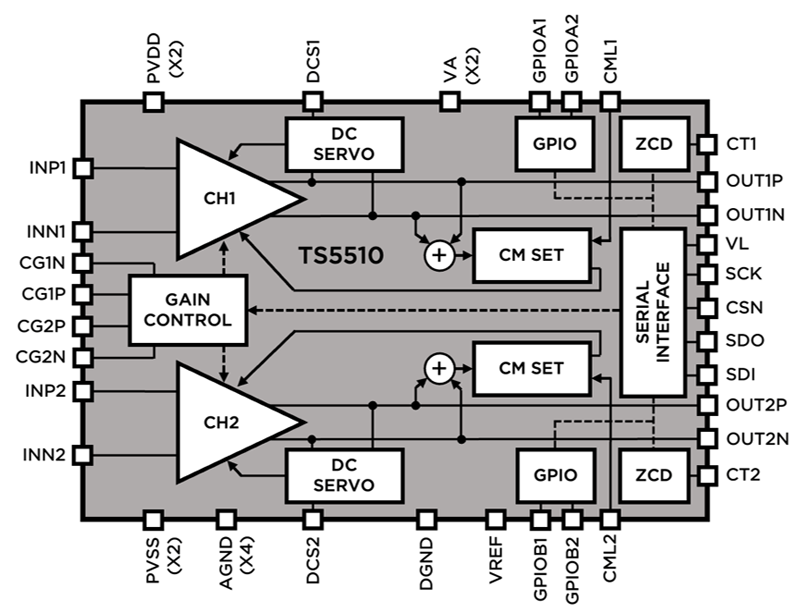
Figure 3: TS5510 block diagram
The TS5510 provides the necessary high gain (+47dB) without sacrificing bandwidth, while the current-conveyor architecture rejects the common-mode interference from the motor. This enables higher resolution capture of vibration signatures, leading to more accurate "time-to-failure" predictions and reducing unplanned downtime.
Industrial Case Study 2: Automated Test Equipment (ATE) Throughput
ATE systems verify device performance in electronics manufacturing. These systems must be universal — one channel may need to measure a nano-amp leakage current and then immediately measure a 10V power rail.
A traditional ATE board uses banks of mechanical relays to switch between different AFE paths. These relays are slow, typically requiring 5-10ms to settle, which limits the number of devices tested per hour. The TS5510’s 156dB total input capture range and digital gain switching allow a single AFE to handle this AC voltage sensing range with switching speeds in the microsecond range to dramatically increase testing throughput and lower the cost-per-test in high-volume manufacturing.
Industrial Case Study 3: Remote Sensing and Long-Line Integrity
In oil and gas exploration or utility-scale power monitoring, sensors can be deployed several hundred meters from the data acquisition hub. The current-mode resilience of the TS5510 ensures data integrity by mitigating the voltage drops and electromagnetic pickup of long-line transmission. Because the current conveyor is inherently more tolerant of common-mode voltage fluctuations, it prevents the data corruption that can plague voltage-mode sensing in high-power energy sectors.
EMI/EMC Compliance and System Complexity
Integrating a robust AFE also simplifies the path to EMI/EMC certification. Traditional designs require extensive filtering and shielding to compensate for the AFE's poor noise rejection. A device with inherent 90+dB CMRR can reduce the complexity of input filtering stages, saving board space and cost while increasing the likelihood of passing stringent industrial emissions and immunity tests (such as IEC 61000-4-x).
Thermal Stability and Reliability in Power Systems
The most critical metric in power systems is reliability. Every discrete component, whether resistor, capacitor, or relay, represents a potential failure point. By consolidating the functions of multiple discrete amplifiers and switching circuits into a single 7mm x 7mm QFN package, the TS5510 improves the system's Mean Time Between Failures (MTBF). Furthermore, the current-mode architecture's natural immunity to thermal drift ensures that measurement accuracy is maintained even in the fluctuating thermal environments of high-power converters and motor drives. Removing the need for relays for switched signal input attenuators also helps eliminate less predictable electromechanical elements from designs.
The Future of the Industrial Signal Chain
The semiconductor industry is moving away from the "one-size-fits-all" approach of the voltage-mode op-amp. Modern industrial complexities, characterized by massive dynamic ranges and relentless electromagnetic noise, require a more robust architectural solution.
Current-Mode Instrumentation Amplifiers are industrial sensing’s future. Leveraging the principles of audio excellence (extreme dynamic range, ultra-low noise, and superior common-mode rejection), engineers can finally build sensing systems that are as resilient as the industrial environments they monitor.