Reliability of copper wire bonding for power devices
Copper wire bonds offer performance advantages over gold but demand changes to the wire-bonding process
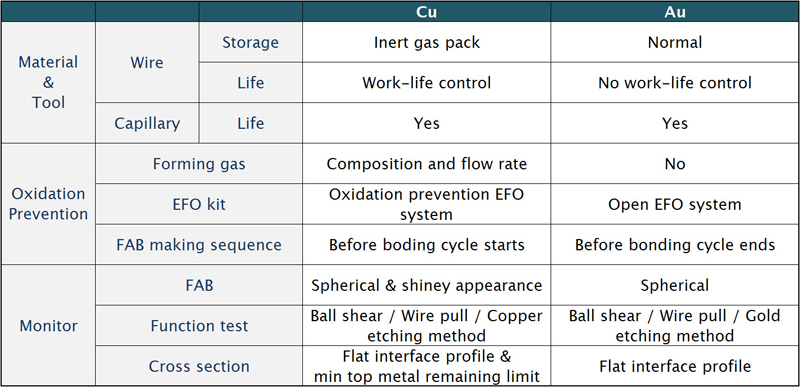
Table 1: Process-control measures
Though copper wire bonding developed nearly 30 years ago, it has only recently gained in popularity due to the rapid increase in the price of gold, which is now about 7,000 times that of copper (Reference 1). It's well known that, compared to gold, copper has better electrical and thermal properties. Why, then, did it take such a global financial event for the technology to come out in force? The primary concern lies in copper's chemical and mechanical properties. Chemically, copper easily oxidizes in air—witness the Statue of Liberty! Mechanically—though it has higher elongation and breaking load—copper is harder, which makes bonding to semiconductor devices more difficult and more prone to cracks under the bonds. This holds true for copper wire and FAB (free air ball), a term used by the semiconductor industry to describe the wire bond before it touches the semiconductor surface, which is usually coated with a thin layer of aluminum. Despite these shortcomings, however, copper does possess some superior properties, including better electrical and thermal conductivity. Better electrical conductivity means higher device performance or less material used. Better thermal conductivity translates into quicker heat dissipation and increased reliability of the device. Though this is counterintuitive, RDS(ON) measurements of power MOSFETs using both copper and gold wire bonds clearly show that using copper achieves a lower RDS(ON). There are other important benefits of using copper bonding wires, but the key for their proliferation in semiconductor devices is still to overcome the difficulty created by the material's oxidation and hardness. To that end, the wire-bond industry has invested heavily and conducted a vast volume of study to optimize the design of the wire-bond mechanism and the process parameters to achieve wire bonds with good adhesion without peeling the substrate metallization or creating cracks in the semiconductor underneath. A few key innovations have developed: First, to overcome the oxidation problem, a flow system supplies a sufficient amount of a hydrogen-nitrogen mixture— forming gas —while FAB forms by the EFO (electronic flame-off) process, which uses a torch to melt the metal wire into FAB. A wire bond forms after this FAB touches the surface of the semiconductor device. In contrast, gold wire does not require a forming-gas flow system, and needs only a normal EFO box instead of the heavy-duty box required by copper. Even with these advances in wire-bonding equipment, Vishay Siliconix engineers spent a few years working with equipment manufacturers to perfect wire bonding technologies. Many process-control measures are in place to ensure the quality and reliability of copper wire bonding (Table 1).
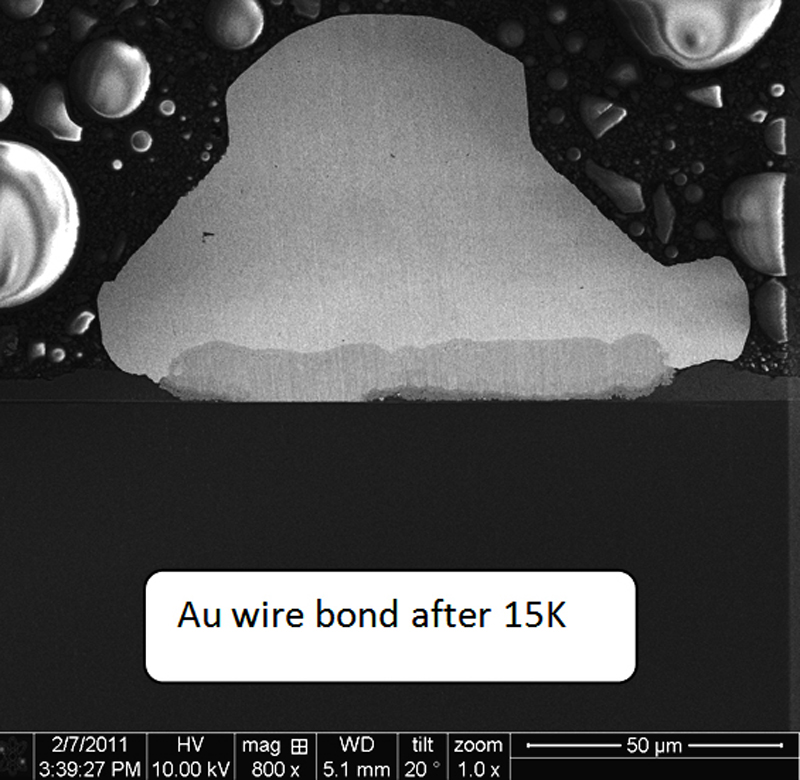
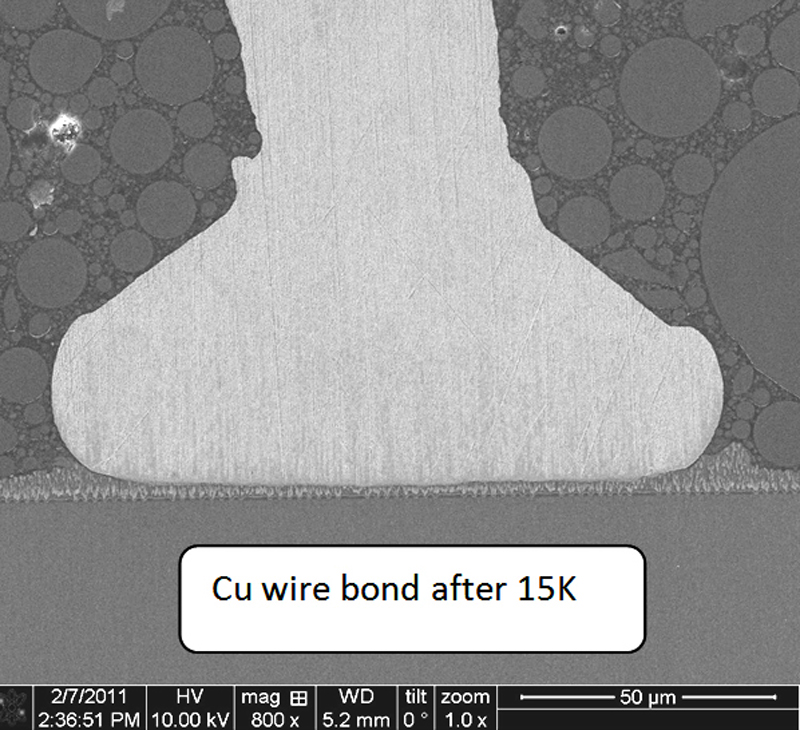
In developing the copper wire-bonding technology, Vishay Siliconix engineers have also discovered that innovative analytical techniques play a crucial role in building reliability into the new technology. For example, a major reliability concern in any wire-bond technology is the integrity of the device structure beneath the bonds. As a process-control tool, how much metallization remains under a bond—separating it from the device structure—is a key parameter. A good procedure for determining it requires three steps: First, polish the plastic mold compound from the top of the devices until the head of the bondwires appear. Next, use a FIB (focused-ion-beam) to mill through one of the bonds in a thin slice. Finally, measure the distance between the aluminum metal and FET structure. This technique precludes the use of any chemical, and thus preserves the state of the bondwire/top-metal interface for bonding study. Using this technique, one can also study IMC (intermetallic compound) growth between the bondwire and the top metal. Compared to either bonding wire or aluminum top metallization, IMC is more brittle and carries higher electrical resistance. Therefore, slower IMC growth is beneficial to device performance and long-term reliability. Researchers have reported IMC growth under typical burn-in or temperature cycling conditions, but not for the most relevant condition: power cycling. With a roughly equal initial aluminum thickness—4.13 ?m for gold and 4 ?m for copper—IMC is much thicker in gold wire-bonded parts at both the beginning and end of the conventional 15,000 cycles of power cycling. IMC grows to 11 ?m in gold wire-bonded parts, but only 1 ?m in copper. Conversely, IMC to die top metal is less in gold wire-bonded parts in the beginning—1 ?m for gold and 2.5 ?m for copper—and ends with IMC directly in contact with the die top. For copper wire-bonded parts, IMC is still 2 ?m above the die top even at the end of 15,000 cycles (Figure 1).
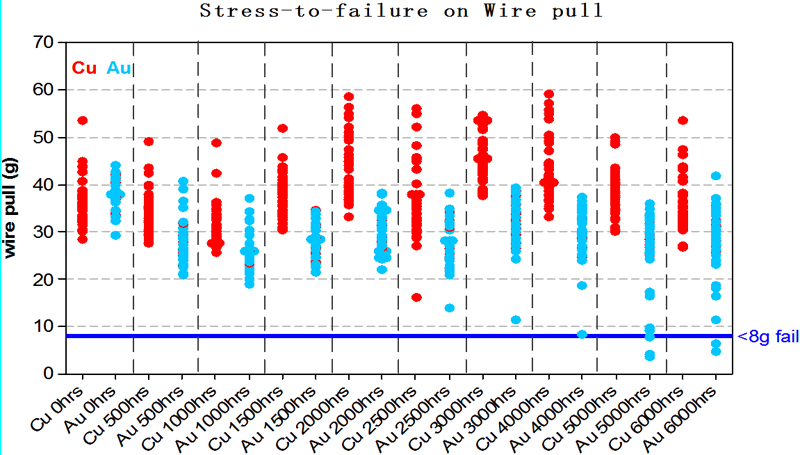
Another way to look at the effect of IMC is to examine the wire pull strength after high- temperature storage (Figure 2). The figure compares the wire pull strength of copper and gold wire bonds over the course of a storage test. While copper bond strength stays relatively flat through the 6000-hour test span, gold wire bonds start to fail after 4,000 hours. It should be clear by now that, though copper wire-bonding technology initially faced formidable challenges, advances in the design of wire-bonding equipment and the optimization of the bonding process have overcome those difficulties. So, now it is time to enjoy the benefits brought about by copper wire and its superior mechanical, electrical, and thermal properties. The slower IMC growth in copper wire bonds can also extend the usable life of copper-wire-bonded parts. In order to prove their reliability, Vishay Siliconix tested copper-wire-bonded parts at twice the duration required by the standard industry specification. Reliability testing included temperature cycling (? 65 to +150 °C), HTGB (high-temperature gate bias), HTRB (high-temperature reverse bias), HAST (highly accelerated stress test), and PPOT (pressure pot).
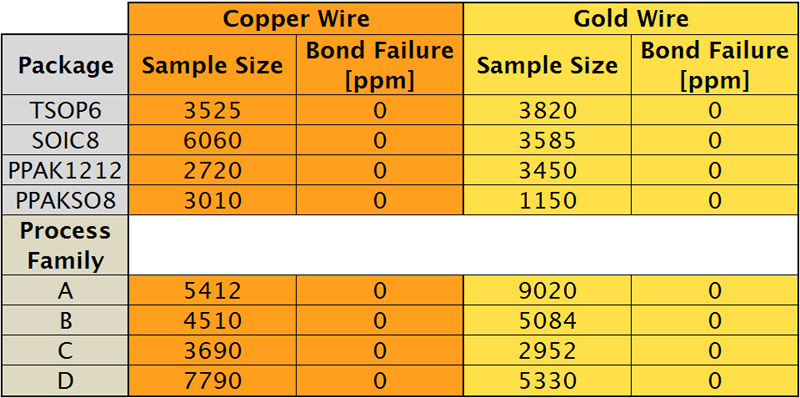
Part of this study compared the performance of copper- and gold-wire-bonded parts in four package types and in four silicon process technologies used in mass production (Table 2). The results show that, as far as we can measure, copper-wire-bonded parts are just as reliable as gold-wire-bonded parts. Siliconix References: 1. J. Kurtz et al., Copper wire ball bonding,Proc. IEEE Electronics Components Conf., May 1984. 2. H. Wu, A. Chiang, D. Le, and W. Pratchayakun, Failure analysis on power MOSFET devices with copper wire bonds, Proc. 37th International Symposium for Testing and Failure Analysis, Nov. 2011.