How the material properties and processing methods play a critical role in determining the product power cycling endurance, electrical and thermal performance.
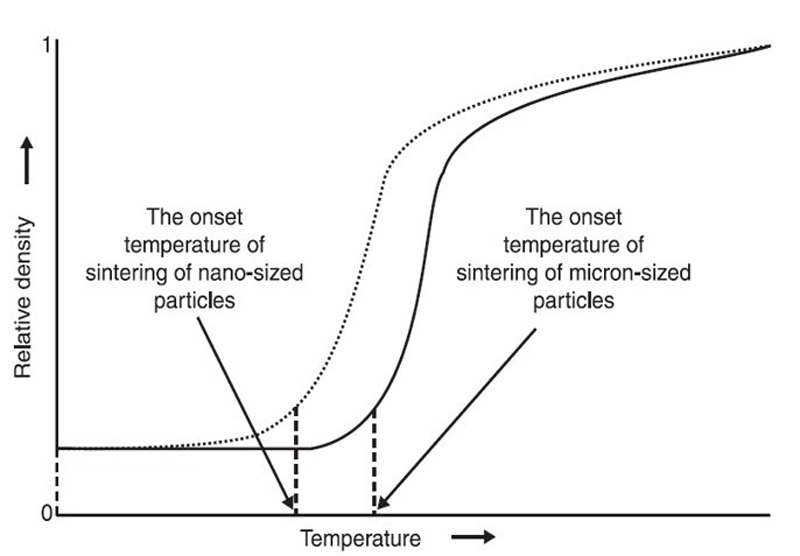
Figure 1 – Illustration of Particle Size on Sintering Temperature and Density
Silver sintering is a proven technology that overcomes many of the thermal dissipation, power cycling and high temperature stability challenges associated with power module interconnects (die attach solder, wire-bonds and heat sink attach). This has become critically important as the automotive industry embraces electrification as the path to meeting environmental requirements for emissions. It is rapidly becoming the technology of choice for die attach (and die top-side attach) for EV & HEV traction inverter applications. However, there are many different versions of sintering die attach and the process and performance tradeoffs are not clear.
Silver is a popular conductive medium for die attach – given its high bulk thermal conductivity, low electrical resistivity and non-toxic and relatively stable non-oxidative nature. Its thermal conductivity enables significantly higher current densities, while providing significantly enhanced endurance to power cycling. Its high melting point also makes for low homologous temperature (Toperation/Tmelting point) for practically all operating conditions.
Historically, high loading of silver flakes in organic (mostly epoxy or acrylic) thermoset systems have been used for decades as conductive adhesives for die attach applications, replacing solder in nearly all non-power oriented applications. However due to its high melting point most of the silver flake based systems do not take advantage of the superior thermal and electrical properties, due to the lack of true diffusion of the particles.
Sintering enables atomic diffusion between discrete particles (at temperatures significantly below the melting point of silver) to reduce or even eliminate the resistive losses at the boundaries. Systems that utilize a hybrid approach – a combination of organic system with silver flakes with a wide distribution of particle sizes also go through small scale sintering – have also become popular due to improved bulk thermal properties. These products offer higher performance while utilizing the same production process of dispense and cure.
Understanding Solid State Sintering
The driving force for solid state sintering is the free energy change from the reduction in surface area and the lowering of the surface free energy of the particles by the elimination of solid-vapor interfaces. The underlying mechanism for the decrease of surface energy is mass transport.

Equation 1 – Effect of particle size (R1 & r2) on sintering driving force (σ)
As shown in Equation 1, the driving force for smaller diameter particles (nano vs micron scale) is significantly higher. It has been estimated that the net change in surface energy during sintering a 1-micron diameter particle corresponds to ~1cal/g decrease in energy and would be ~2 orders of magnitude higher for a 10nm particle.
Pressure-Assisted Sintering
Pressure-assisted sintering refers to the use of pressure to induce plastic and viscous deformations that contribute to increased densification. This is particularly important at the interfaces where most discontinuities (and hence the electrical & thermal resistances) in the matrix are located. Pressure helps in two other ways. First, it reduces the sintering temperature required for the densification. Secondly, the pressure reduces the kinetic rate of the grain growth and helps densification while maintaining lower grain size.
Pressure-less Sintering
Surface diffusion by capillary forces is the key mechanism for pressure-less sintering. This capillary pressure comes from the curvature difference between the particles and the ambient environment. As mentioned before, while the sintering driving force can be fairly significant for small particles, lack of external pressure excludes mass transport mechanisms like plastic flow, particle rearrangement (sliding) and diffusion creep.
Conductive Adhesive
As mentioned in the introduction, silver epoxy systems consist of high loadings of silver in an organic matrix (mostly epoxy). As the concentration of silver particles increases (mostly flakes several microns long) beyond a certain volume fraction threshold (called the percolation threshold), the electrical resistivity improves dramatically and the composite is transformed into a conductor.
Hybrid Silver Sintering
A hybrid silver sintering system is essentially similar to the traditional silver epoxy system. It employs use of a clever resin system and cross-linking reactions that induce shrinkage in the matrix during curing. These shrinkage forces result in tighter packing between the particles, a small fraction of which (the smallest size particles) sinter with each other by solid state diffusion bonding.
Sintering Rate – Particle Size and Process
The sintering temperature can be lowered by reducing particle size. During sintering, the density increase occurs at a lower temperature when sub-micron size particle are used. It is important to note that there is little change in sintering onset temperature when different particle sizes in the micron range are used.
For pressure-less systems (driven by free energy change across curvature), sintering occurs only with the particles that are submicron range size. This inherently limits the percentage of truly sintered particles (solid state diffusion) in a system with wide particle size distributions (like a hybrid sintering system).
Thus, the nanometer size particle silver systems have an added advantage of sintering at lower pressures.
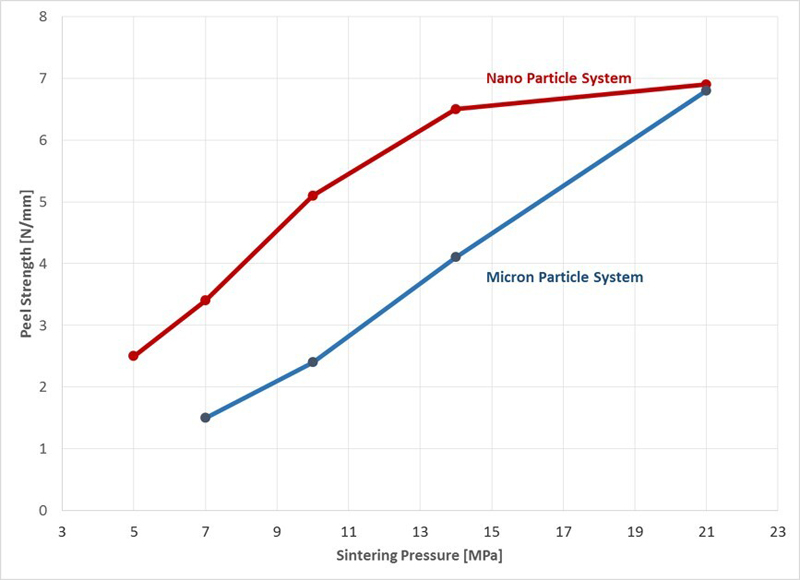
As shown in Figure 2, the nanometer size particles deliver higher peel strength for the same sintering pressure, compared to micrometer size particles.
Click image to enlarge
Figure 2 - Effect of silver particle size on peel strength at different sintering pressures, 250°C, 90s sintering time
Product Mission Profile and Die Attach Materials
Reliability trumps all other considerations for selecting a die attach material (like ease of process, thermal and electrical performance among others). The number of power cycles required at a particular operating temperature excursion, for a given geometry and known materials of construction, sets the mission profile for reliability for the application.
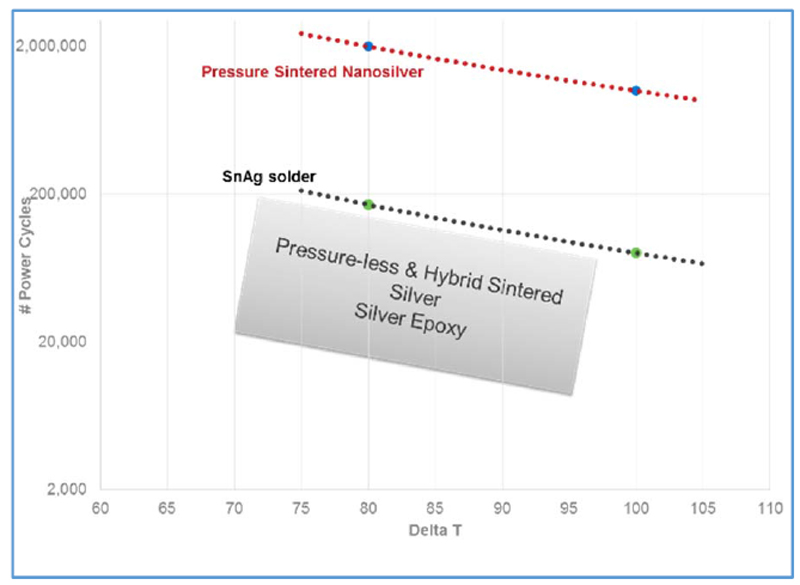
As illustrated in figure 3, pressure sintered nano-silver material provides the highest power cycling endurance.
Click image to enlarge
Figure 3 - The typical power cycling result for different material systems
For traction inverters applications (IGBT dies >50mm2), nano-sintered silver is replacing solder and wirebonds – providing a fully sintered system (both die attach and top-side attach). Properly designed, , the number of power cycles achieved is minimally an order of magnitude greater than that of a soldered die with wirebonds. Other material systems (silver epoxy, hybrid sintering and pressure-less sintering) show huge variation in performance (between parts, by supplier, and by package design) and their high temperature stability is unproven at best in similar applications.
The origin of the reliability differences among these materials stems directly from their structure. Size of pores and their distribution, interfacial bonding area and mechanism (metallic vs organic/adhesive) and material’s high temperature stability are three key factors crucial for reliability. Pressure-sintered silver die attach, which is by design - free of any organic resin (all silver after sintering) - is ideally suited for high temperature stability.
In particular, the nano-silver system, with low and uniformly distributed porosity, resin-free pure metallic matrix (in bulk and the interface) forms low stress and high temperature stable structure that has the highest power cycling performance among silver based die attach systems. The nano-particle system also has an added benefit of processing at lower temperature and pressure compared to the traditional micron scale system.
The resulting nano-silver system supports higher current densities (+50%) without higher die operating temperatures, minimally an order of magnitude increase in power cycling endurance, and due to the superior electrical characteristics, faster switching times due to reduced package inductance.