When a Visual Power-Fail Indication is Not Enough
A power supply with a data interface is the answer to key challenges facing plant and machine operators in the Industry 4.0 environment.
Figure 1: Typical factory communication system using Ethernet and Fieldbus
To meet the requirements of Industry 4.0 and smart production, digital communication between machines, sensors and host systems is essential. Even simple applications need the ability to control and monitor the manufacturing process in real time using software and the internet. Standard power supplies with additional functionality have been introduced with data interfaces suitable for inclusion into the Industry 4.0 concept. As factories transition to autonomous production, a power supply's LED power-fail warning indicator may never get noticed.
Industry 4.0 has enhanced manufacturing away from centralised to localised control, where machines, sensors, devices and people communicate and are connected with one another. This allows for real time monitoring of a multitude of aspects, including production speed, material availability and predictive maintenance. Sensors in a machining centre not only record the speed, feed rate, cutting depth and position of the tools, but also the operating hours, temperature and viscosity of the cooling lubricant. Higher-level control systems can use this data to calculate the remaining operating time of the various machine components and tools, providing advance notice of necessary upcoming service requirements. This can then coincide with a planned production changeover, avoiding costly, extensive, unplanned machine downtime.
The need for data interfaces
For this to work, every subsystem of a machine requires a data interface. This must include information from the power supplies delivering stable, regulated voltages and currents to motors, pumps, solenoids and electronic control equipment. This is particularly important in the case of the power supply, as it is a system-critical component where a failure will bring a machine to a direct and sudden halt. If the power supply can report its output current level, for example, that data can be analysed for deviations from the normal current consumption and provide an early indicator of an impending failure of a motor's bearings for example.
Modbus
For data transmission within an industrial environment, the open source, low cost, Modbus RTU (Remote Terminal Unit) serial protocol is used. It is based on a master-slave architecture and primarily uses RS-485 serial interfaces. Up to 32 devices can be attached to the same bus. RS-485 can use long cable lengths of up to 1,200 metres and has a high interference immunity due to the symmetrical signal transmission. It has been used successfully in industry and laboratories for decades with a wide industry knowledge base. Another advantage of Modbus RTU protocol is the simple implementation of common visualisation software for process control, such as LabVIEW and VEE.
Modbus TCP (sometimes known as Modbus IP, Modbus EtherNet, and Modbus TCP/IP) runs on an Ethernet physical level. There is no real limit on the number of devices that can be attached, but the data switches are more expensive.
Figure 1 shows a typical factory configuration. Ethernet is used at the higher level to communicate between servers, computers and the machines' HMI (Human-Machine Interface). Fieldbus encompasses the lower-level communication between the HMI and the machines.
Using the Modbus RTU protocol, the power supply (bottom right) in addition to other system components, communicates with the central controller or the HMI via an RS-485 interface
Fieldbus power supplies suitable for use with Modbus RTU
The TDK-Lambda GXE600 series of 600W AC-DC industrial power supplies (Figure 2) was designed primarily for use in Industry 4.0 Modbus RTU protocol fieldbus applications. It features RS-485 communication with the ability to both monitor and program the output voltage and current. In addition, the product can be programmed to operate in constant current and/or constant voltage modes.
Click image to enlarge
Figure 2: TDK-Lambda GXE600 power supply
Using an interface for programming a power supply
TDK-Lambda's GXE600 has a software tool G-AXESS (Figure 3) available for download by machine developers. The software tool, a LabVIEW application with an integrated runtime engine, runs under Windows. PCs or laptops without an RS-485 interface can be connected directly to the power supply unit via a commercially available USB-RS-485 converter. LabVIEW is a common software for controlling machines, plants and for visualising data. Many engineers, automation specialists and other technical professionals are very familiar with LabVIEW. With G-AXESS, machine developers can comfortably program and parameterise the power supply unit. Output voltage, current, overvoltage protection, current limit and other control and signal parameters can be set (Figure 4). The start-up ramp time for voltage and current, the current limiting characteristics, signal delays, protective functions and the behaviour after a power failure are also programmable.
Click image to enlarge
Figure 3: The LabVIEW application G-AXESS enables simple programming of the GXE600
The programmable output voltage ramp-up time feature enables the GXE600 to be used in applications that previously required costly, time consuming, development of custom power supplies. One example is mass spectrometers, where large internal inductances required longer ramp-up time of the output voltage. Using G-AXESS, the application developer can adjust the ramp-up time across wide limits via software.
Testing and plating applications often require the ability for a power supply to operate in constant voltage and constant current (CVCC) modes. The GXE600 output can be programmed from 20 to 120% of the rated output voltage and from 20 to 100% of the rated output current. This can be accomplished using software or an external analog voltage (Figure 4).
Click image to enlarge
Figure 4: GXE600 constant voltage and current operating range
Stored data within the power supply
The ability to store data within the power supply for Industry 4.0 can assist machine fault finding and for preventative maintenance planning. Using the example of the GXE600, the power supply is equipped with an operating hours counter, temperature sensor and error register. This makes it possible to easily retrieve hardware data, including the number of hours it has been running, the internal temperature, model, lot number, serial number and firmware version. The hardware data is important for service and traceability of components and can be used by the central plant management. An external error memory is also supported (Figure 5), which can be installed in the machine's HMI for example. The data can be sent from the power supply unit to the HMI via Modbus RTU. With G-AXESS, it is possible to select in the power supply's internal error register if values are to be stored in the volatile or the non-volatile memory. In the event of a malfunction, the service department can use this data to determine the cause of a power supply failure, which could be bearing wear on a machine's servo motor causing an increased current demand.
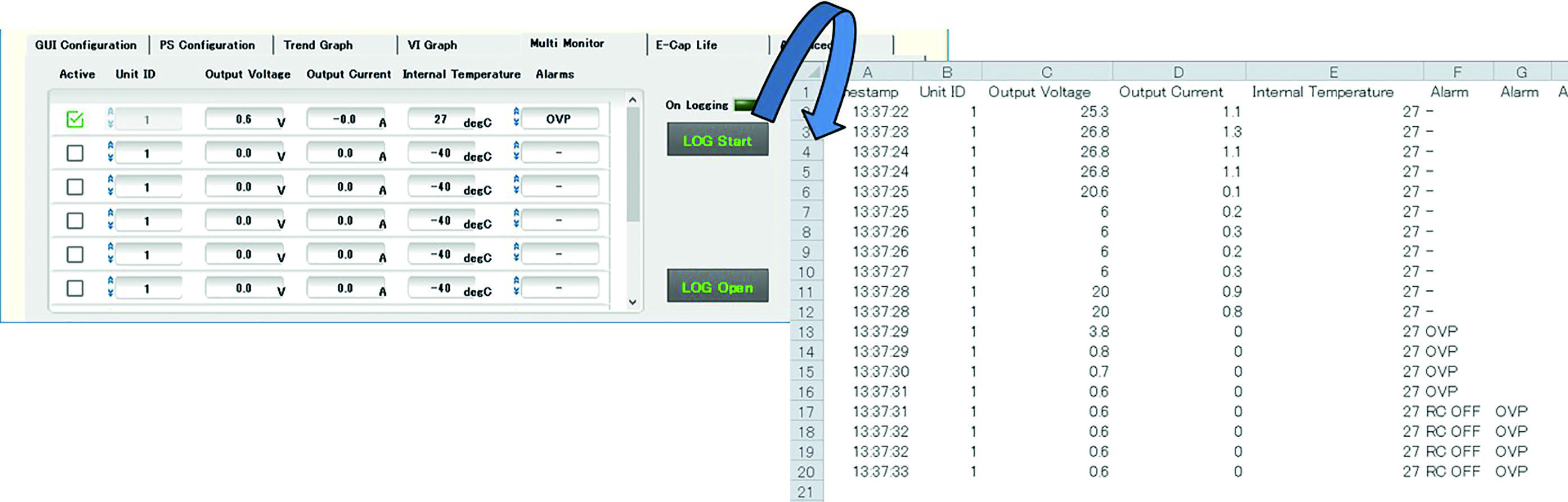
Click image to enlarge
Figure 5: Using the G-AXESS software tool, the user can determine which events generate a log file
This history of temperature, operating time and the time spent in an overload condition can be used to calculate stress levels and the life expectancy of the product. The rule of thumb is that a temperature increase of 10 degrees halves the service life of the electrolytic capacitors. (Fig. 6).
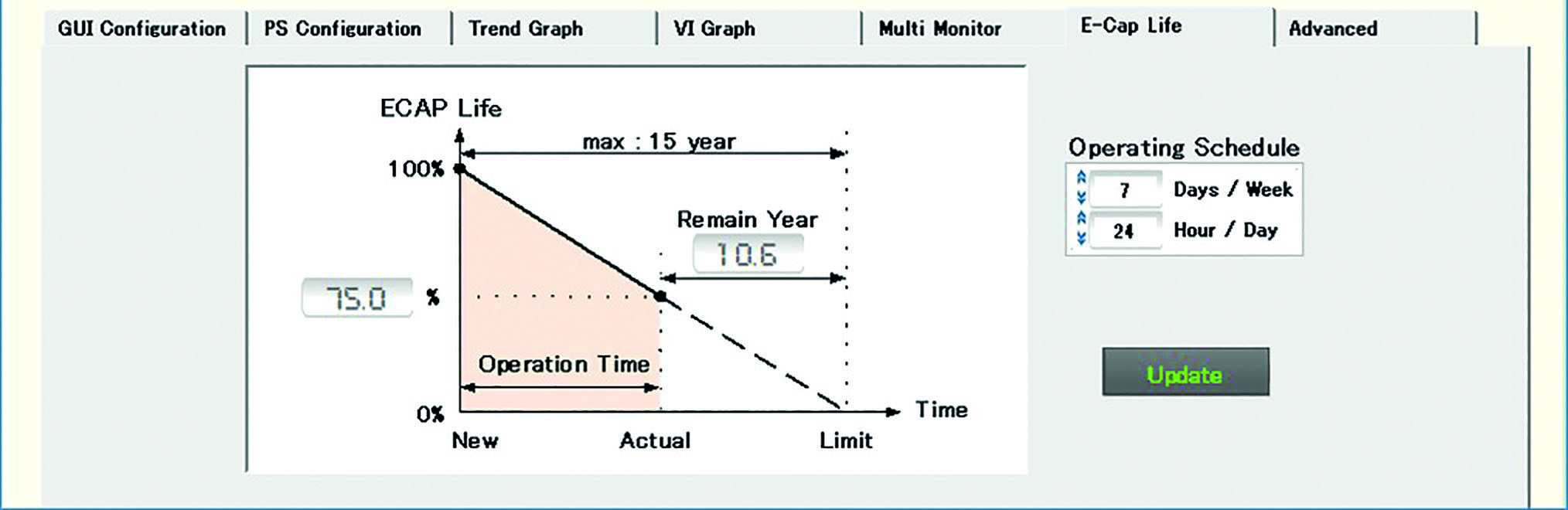
Click image to enlarge
Figure 6: G-AXESS electrolytic capacitor life forecast view
This data enables the user to predict when a power supply needs to be replaced and schedule that accordingly during routine servicing. G-AXESS can be used to save these parameters on a PC and the configuration applied to any number of power supply units.
Practical benefits
Rather than relying on a power supply's LED warning signal to provide a visual indicator of a potential problem, the power supply's data interface can send a detailed message directly to the factory computers. The affected machine can be disabled, a service technician notified and production transferred to a parallel machine.
One example where the GXE600 is supplying data is in autonomous industrial forklift trucks. Li-ion or Li-Polymer batteries require complex battery management compared to lead-acid batteries. The GXE600 is integrated into the vehicle controller via a data interface, continually providing data on charging current, voltage and time. The controller analyses this information and can adjust the charge characteristics, calculate the remaining operating time and the charge time for the next charge. This optimises the reliability and availability of forklift trucks in large automated logistics centres.

.jpg)
