Empowering robotized automotive production line control
Using a DP Profibus network to control and gather production data makes for simple and smooth operation
In robotized production lines, where overall efficiency control is absolutely crucial in ensuring that right product is produced not only in great quantities but also with tip-top quality at a fast rate, it is very important to have optimal control of running complex plant systems, where raw materials straight from the foundry are transformed and exit every 40 seconds as bedplates for car engines, complete, tested and ready for assembling (see Figure 1). This kind of production line needed to be straightforward and simple to manage, providing the operator with all the information needed in real time to ensure that all the components, involved in the whole production process, are working correctly and efficiently at all times.

Clcik image to enlarge
Figure 1: Raw materials straight from the foundry are transformed and exit every 40 seconds as bedplates for car engines
This has all been made possible by S.I.R. (Industrial Robotized Systems), along with a world class company from Modena with approved certified research labs, which were commissioned to create engine bedplate production line systems for a new line of motorcars made by one of the most important car companies in the world (see Figure 2). One of the twin production lines has been installed and is now working in the company’s plant floor in Brescia, well known for manufacturing mechanical parts for the automotive sector. Its twin will shortly be installed in another factory in Brazil and is due to go into action by the end of this year. Each production line is capable of producing a rate of 90 bedplates an hour in three shifts a day.
Clcik image to enlarge
Figure 2: The supervision application and production data analysis designed by SIR
S.I.R. is a well-established company in Modena, North Italy, specialized in designing and creating highly flexible robot systems applied to anthropomorphic and Cartesian like robots, with the aim to ensure that clients are provided with all the advantages of having a complete ‘key in hand’ system.
Project Target
Even though the Brazilian plant was not as technically advanced as the Italian one, the centralized supervision system had to be designed in such a way to make both easy and simple to run. Operators needed to be able to get all real-time information from the various production line units ready on hand and centralized into one control room using a pc connected up using standard hi-speed field buses.
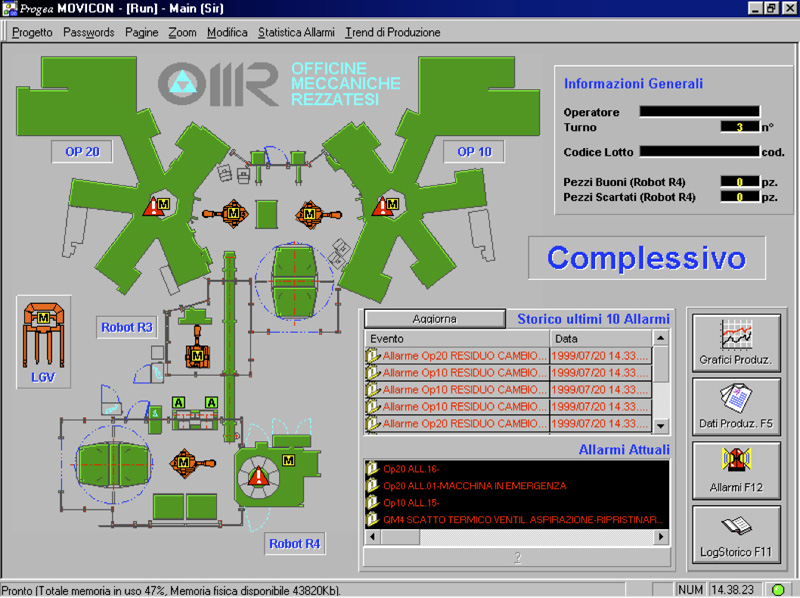
With all this in mind they chose the Movicon Scada software system, designed by Progea, for its extreme user-friendliness and conformance with the Windows standards (see Figure 3). It fit all their needs of being able to totally integrate the supervision system into the car factory business information system with complete client support provided by Progea.
Click image to enlarge
Figure 3: A detailed Movicon screen page, where the operator can manage and control the production line and each of its components.
The client support was another important factor considering their client had future plans to expand the supervision system to other business production units so that by using just one single information system they could directly connect all production plants in network, including the one in Brazil, to the Mother company in Italy. Movicon’s openness and powerfulness was just what they ere looking for. Not only does it have unmatched supervision and control function capabilities it also has an optimal statistical production data analysis feature that no company can do without if they want to optimize the running of their production plants.
The architecture
The production line has a series of machines and robots run by an independent control PLC and CNC unit. The various machines are used for drilling holes, milling, reaming and tapping the engine bedplates of the motorcars being manufactured.
The bedplates start off as raw material loaded onto the production line from pallets using a LGV (laser guided vehicle). After this a robot enslaves the first machine tool to semi-finish the raw material and a second robot enslaves the second tool machine and so on until the finished product is achieved.
The semi-finished product then goes through a sequence of transformation where, with other anthropomorphic robots and with transfer lines, passes through different control workstations and brushing posts to remove burrs, shavings and trimmings formed and accumulated while being worked on. The finished products are then loaded on to a transport system and sent on to be washed and quality tested at another control station. If the piece passes all the required tests it is then given the stamp of approval and then deposited at the pallet station by another robot. When the pallet is fully loaded it is then sent to the assembly line on laser guided vehicles.
Some of the product line machines carry out tasks independently even though completely integrated in the process cycle through the DP profibus connections of each control device unit. These devices are PLC units belonging to the Simatic S7-314 family while the tool machines are devices controlled by a Siemens MCU. The supervision PC workstation communicates with all the participants, using a Profibus card with DP protocol, managed by the Movicon supervisor.
The application
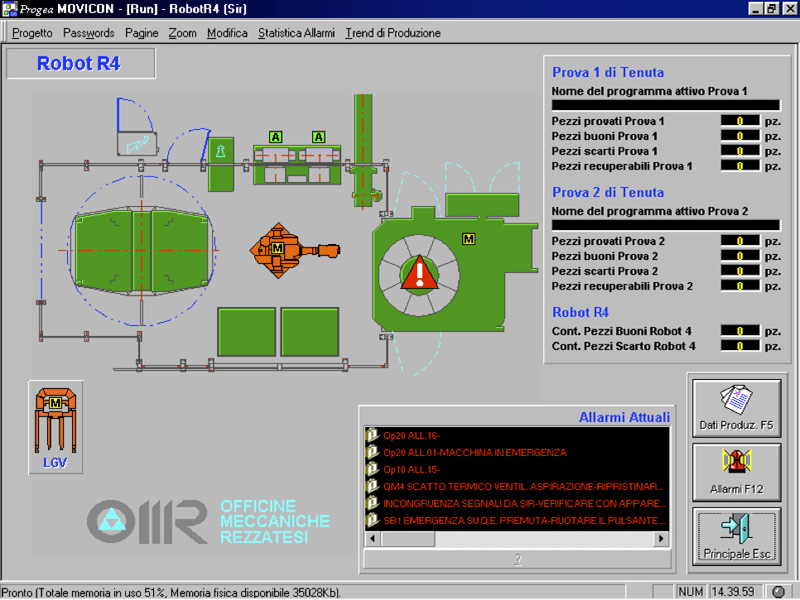
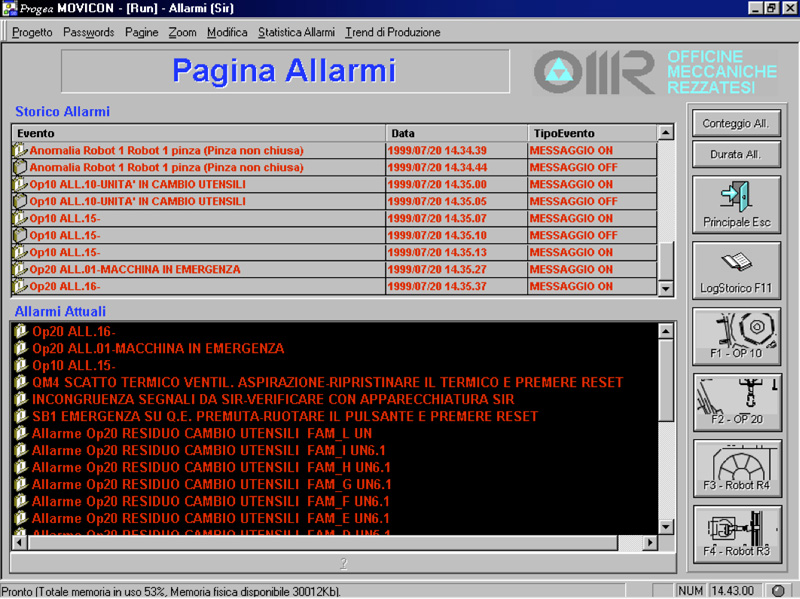
This application was mainly designed and aimed at making the production line simple to run and gather all the necessary production data statistics. The operator can now use the supervision project to monitor each single participant of the product line in real-time from just one location (see Figure 4).
Clcik image to enlarge
Figure 4: This page is used for managing the production line diagnostics
The operator can clearly follow the plant’s working status and intervene upon any anomaly occurrence by using the onscreen detailed guidance in order to restore the process back to normal immediately. The screen pages, based on CAD layouts designed by the S.I.R design engineers, clearly illustrate the working status of the production line and all the machines involved with animated graphics, that even the not-so-expert operator can understand, and give an overall picture of the whole productive situation at various detailed levels. Just a few clicks on the area of interest allows the operator to analyze the functional, diagnostics and production data of each unit.
The diagnostics and analyzing system can also display and centralize alarms and messages, sent by each single unit, with details on the problem verified along with solutions to guide the operator to remedy the cause without comprising. Accurate diagnostics allow production downtimes to be prevented or reduced, permitting production process restoration from the most common anomaly by using the online guide without reverting needing to manual intervention by maintenance technicians.
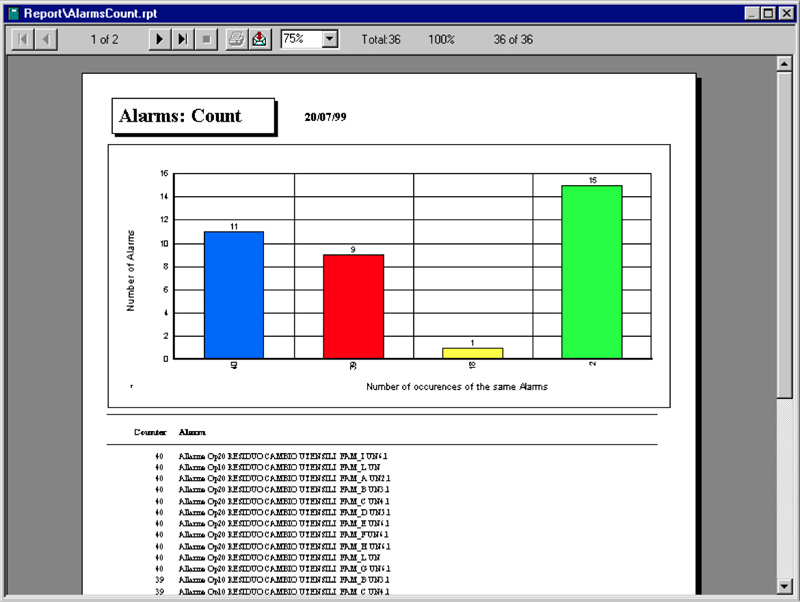
Great focus was put on preventing situations leading to downtimes. The historical recording on database of all the events and anomalies provide maintenance technicians with all the tools needed for analyzing event statistics. A Movicon software module permits reports to be created on events and production line machine downtimes, which supply the following information displayed on screen and/or in printouts (see Figure 5).
Click image to enlarge
Figure 5: Print preview of and statistical analysis on production standstill alarms and events
The statistic calculations executed by the supervisor allow operators to verify alarm frequencies or persistence of alarm causes enabling them to carry out a preventive analysis on which maintenance intervention plan can be put into action to stop these events from causing further undesired machine downtimes.
By using a series of working data the preventive maintenance management allows maintenance staff to be automatically informed about intervention type needed with guided detailed plans based on each one of production line machines’ working hours or cycle.
This all adds to increasing product line efficiency, guaranteeing continuous high production levels, improving internal resource management by planning the product line interventions needed which would otherwise cause production downtimes.
Production Analysis
In addition to supervising, the data acquisition system, based on Profibus fieldbus, allows you to acquire all production data from each production line participant.
Movicon records data in standard database format (timed or on event according to statistical needs), using the powerful Data Logger and ODBC (Open Database Connectivity). In addition to this, production managers can obtain theoretical optimized production data in order to carry out an analysis on effective variances in respect to theoretical averages (see Figure 6).

Click image to enlarge
Figure 6: This page reports production data in realtime
In addition to the standard statistical reports, quality control operators can use a vast range of functions on screen to display and view current production statuses, and to display or print statistical data based on the type of analysis they are carrying out. Furthermore, the operator can set the standards for the research type they wish to use in examining productivity and pick the graph types they wish to use for displaying the necessary production data accurately. Each machine can be analyzed according to shift, date, batch, and item type by selecting one or more of the different analysis standard types.
Movicon projects allow access to historical data using the integrated system functions by using Basic Scripts (Visual Basic for Applications language), which allow the operator to analyze historical data by extracting data according to the analysis standard chosen. Using SQL (Structured Query Language) permits data access for extracting the data needed for managing reports.
The results gained from using the analysis management with a few simple commands to generate statistic reports automatically with comprehensible graphs highlighting production behavior and variations in real-time, are immediate. The user can then act promptly to remedy any problems arisen without having to revert elsewhere or wait for data arriving from other systems to be processed.
Data is in standard format (SQL Server as default) and therefore can be made available to all users working from any control station connected in network to the business information system.