Smart Connected Sensors Drive Innovation at the Factory
Optimising processes with data in context brings new performance to Industry 4.0
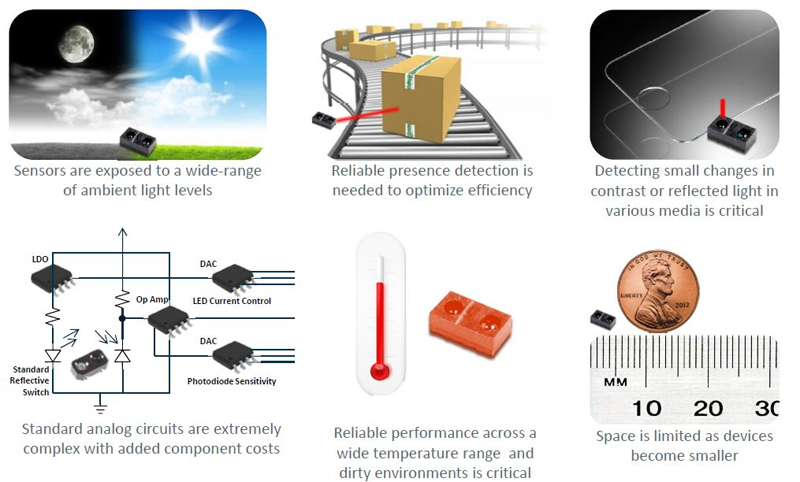
Figure 1. Sensors must offer versatility for broad applicability
Connected devices and smart equipment are streamlining manufacturing and supply chain processes on a global scale. Smart sensors are at the heart of this movement, driving change by extending the inherent capabilities of legacy sensors. Today, sensor technology that merely collected, stored and monitored data can now optimise processes by capitalizing on data in context.
This is no easy feat. Performance environments for manufacturing and assembly machinery are often dirty and characterised by fluctuating and extreme temperature conditions. Ambient lighting might include full daylight as well as periods of dark and bright lighting. Media often has low-contrast reflectivity, even as packaging, printing, and labelling equipment commonly require robust presence detection. Reliable presence detection is also key to logistics and accurate routing. At the same time, system engineers need sensors with proposition value that comes with smaller circuit designs that are highly integrated yet energy efficient, simple to implement, and easily optimisable (programmable).
Versatile performance adds automation value
Smart optical sensors offer ideal performance in meeting these diverse industrial challenges. Their extreme versatility comes from the ability to look at objects (such as products on a manufacturing line), through media (such as liquids flowing through tubes), or at reflections off things (such as surfaces that have been processed in some way). For analysis to be meaningful, measurements must be consistently accurate and repeatable – potentially very challenging given the environments and materials in use. Making sense of the resulting signals calls for a sensor with programmable sensitivity levels and output that effectively manages the varying levels of reflectance and low contrast settings.

Click image to enlarge
Figure 2. The Photologic V OPB9000 reflective optical sensor from TT Electronics is designed for diverse applications and includes a fully integrated analog front end, on-chip processing, and a digital interface in a surface-mount package measuring just 4.0 × 2.2 × 1.5 mm
Sensor signals are often quite ‘delicate’. As small currents or voltages, they are measured in electrically noisy conditions, generated by sensing devices that change performance over their operational lifetime based on environmental factors such as ambient light or temperature. For example, the sensor’s LED performance is subject to ageing since light output in LEDs degrades gradually over time. An adaptable sensor reduces this performance challenge by simply adjusting – the sensor automatically recognises and re-calibrates to this change. As a result, its readings remain consistent throughout the life of its deployment, adding critical value in complex manufacturing settings where downtime from sensor failure is costly and could even shut down operations.
Powering the factory floor with optical sensors
On the manufacturing floor, connected devices are essentially creating networks of highly instrumented devices – used to implement one or more sensors to recognise changes in diverse, real world environments and turn them into measurable, actionable electrical signals. Readings must be accurate, facilitated by sensors that are highly integrated, small, robust, stable over the long term, and draw little power. It is this unique combination of features and performance that is critical in keeping industrial applications operating consistently, safely and with minimal downtime.
Industrial sewing is a demonstration of sensors in action, powering sophisticated systems that are worlds apart from pedal-controlled, mechanical sewing machines used by consumers. Advanced sewing systems are electrical rather than mechanical and may operate non-stop on the factory floor, capably handling a range of stitches on a variety of fabrics with diverse textures and general characteristics. Like any type of electrical system, safety must be engineered into the product: in our example, sensors are tasked with detecting the presence of fabric and activating the machine only when fabric is centred over the throat plate of the device. This operation assures the needle pierces the fabric at the appropriate speed and depth, and reduces thread waste by powering on only when the fabric is correctly positioned.
Adaptable sensors adjust the machine’s speed and intensity to accommodate lightweight or more transparent fabrics, as they are programmed to recognise different types of fabric. Because room temperature on the factory floor can sway dramatically between hot and cold, adaptable sensors have built-in temperature compensation circuits which sense their environment and respond by automatically re-calibrating and adjusting their output based on the status of their environment. This same automatic adjustment applies to ambient or shifting light conditions common in industrial settings. An optimised adaptable sensor can continue to perform flawlessly by detecting the light coming only from its own LED, effectively screening and filtering out the ambient light from its working environment.
An example of such a device is the TT Electronics Photologic V OPB9000 reflective optical sensor, expressly designed for industrial applications. This optical sensor comprises a fully integrated analog front end, on chip processing and digital interface in a surface mount package measuring just 4.0mm by 2.2mm by 1.5mm – a space savings of as much as 80% in circuit complexity. Superior integration solves many factory challenges, transforming a standalone sensor into a low-power sensing module that contains all its supporting circuitry and has programmable sensitivity and thresholds. Inherent flexibility enables these kinds of devices to serve many markets in a more cost-effective manner than their discrete alternatives.
Going even further, TT recently made available the OPB9001 series for easy implementation; these sensors integrate the OPB9000 sensor – with all the required passive components on a single PCB – for a variety of operating supply voltage ranges from 4.5V to 30V.
With market-leading ambient light immunity of 25klux, this sensor can be used where others cannot. It also integrates a variety of features not found in other devices, such as self-calibration and Automatic Gain Control, temperature compensation circuitry, programmable contrast sensitivity, and an industry standard communication interface. With a response time of just 6μs, it is extremely fast – without the use of microcontrollers and outputs which results in substantial cost savings. While mass produced, these sensors can be programmed to the specific application, offering additional cost savings and empowering first to market customization capabilities.
Smart factories require smart technology
Industry 4.0 thrives on flexible technology, demonstrated by the industrial sewing application featured above. Thread tension, needle force, even measurements such as thread usage are all elements that can be managed with smart, integrated sensors. Ultimately, sensors manage factors that keep machines running safely and at optimal performance.
These tiny devices play an outsized role on the connected factory floor, empowering manufacturers to tap into real-time performance data, in turn driving continuous improvement in a manufacturing landscape that remains highly competitive. And because industrial settings are so diverse, performance critical and potentially dangerous to human workers, smart sensors are credited with delivering value while reducing risk.
By measuring and sensing a range of conditions while consuming minimal power, optical devices are ideal for industrial operations. These highly integrated devices are small and rugged – critical factors in improving equipment portability and handling even more challenging factory environments.