Right now, the fourth industrial revolution is changing the manufacturing sector dramatically.
Sometimes described as the fourth industrial revolution, a new wave of technology is sweeping through industry. What was originally part of a 2020 strategy plan adopted by the German Federal Government has now spread across Europe, disrupting manufacturing and factory automation. There are now 159 organisations collaborating on a common platform, with the aim of developing specific recommendations for action.
Industry 4.0 adds an extra layer of data exchange and automation to computerised manufacturing, drawing on Internet of Things (IoT) technologies to create smarter factories. This involves the adoption and incorporation of new technologies such as cloud-based diagnostics and predictive maintenance, which aim to improve reliability, increase productivity and reduce overall costs.
While sometimes criticised as a meaningless buzzword, it’s certainly true that Industry 4.0 is opening up new opportunities for manufacturers to streamline and optimise their production lines, as well as creating new challenges for how they should handle the technologies required. Similarly, the OEMs that supply the sector with automation and process equipment are facing a steep learning curve.
In this article, we will look at Industry 4.0 in more detail, how it relates to the industrial IoT (IIoT), and how manufacturing companies and OEMs can respond, and take full advantage of its potential benefits.
What is Industry 4.0
One common definition of Industry 4.0 identifies six principles (sometimes abbreviated to just the first four):
· Interoperability: machines, devices, sensors, and people that communicate with each other
· Information transparency or virtualisation: using sensor data to create a ‘virtual copy’ of the physical world
· Decentralisation: the ability for systems to make decisions and operate autonomously
· Technical assistance or service orientation: systems helping people, both by providing information to help in decision-making and problem-solving, and physical assistance with dangerous or unpleasant tasks – whether locally or outside a company
· Real time capabilities: the ability to collect and analyse data in real time
· Modularity: providing the flexibility to adapt as needs vary
This definition requires some particular characteristics of a system. It must have a high degree of connectivity between the various parts, it must be able to gather large amounts of sensor data, and it must have machine learning or AI capabilities.
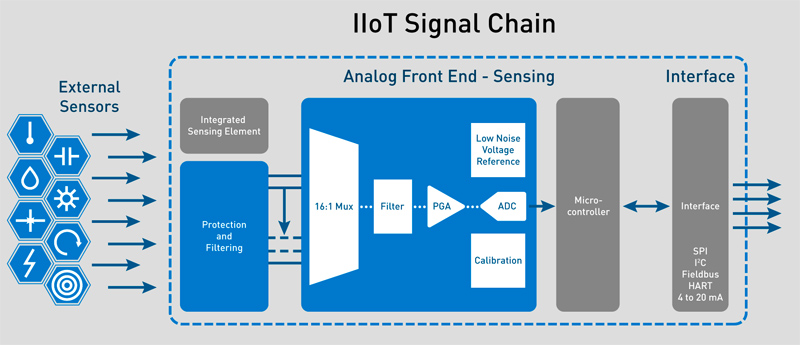
Click image to enlarge
Figure 1: IIoT signal chain
The IIoT and Industry 4.0
The IIoT and Industry 4.0 are a natural fit. IIoT technologies are increasingly providing the capability to deploy high numbers of relatively low-cost devices, each including one or more sensors or actuators, and the ability to send that data to other devices or a central node.
Industry 4.0’s decentralisation requirement also means each IIoT device should have some kind of local processing capability, so it can make decisions for itself.
Integrating IoT with the Industrial Sector
With substantial capital investment and streamlined production lines, the industrial sector is focused on optimised high-volume production. This may be operating under ‘just in time’ principles, or in continuous production, with no interruptions. Either way, unplanned downtime is at best an expensive hindrance and likely considered unacceptable.
This demand for 24x7 reliability is a familiar constraint to manufacturers and OEMs, who have evolved suitable processes and mechanisation to address it. However, adding Industry 4.0 technologies will inevitably disrupt these processes, creating potentially new problems and introducing short-term instability, so there is a need to adopt proven solutions wherever possible.
On the positive side, one of the most important roles for the IoT in manufacturing is to improve reliability. Sensors can generate a massive amount of data, which might typically include anything from temperature to vibration to error rates. This data can then be analysed, both in real time and retrospectively, and compared with historical records on likely failure rates and other information, such as how long a machine tool has operated since its last service.
By analysing all this data, increasingly with the help of AI technologies, manufacturers can now spot trends and patterns. This makes it possible to identify imminent failures and avoid them by executing maintenance routines at the most optimised time – neither too early, which may lead to expensive and unnecessary shutdowns, or, worse, too late. This predictive maintenance approach can help any work to be scheduled during scheduled downtime whenever possible.
With quantitative data on the likelihood of failures, manufacturers can make their production lines as reliable as possible. In parallel, machinery designers and OEMs can analyse this wealth of information to understand how well their equipment is performing, which components tend to fail most often, and what circumstances or environmental conditions lead to problems. This will help them to improve their next-generation design or to roll out software updates or hardware modifications if necessary.
The Demands on OEMs
For OEMs building equipment for Industry 4.0 there is an opportunity to differentiate, but this isn’t without a set of new challenges, with new requirements for the embedded electronics in their systems.
The IIoT calls for embedded sensor modules that are physically small, consume very low power and are cost-effective enough to deploy in relatively large quantities, if necessary.
As well as the analog sensor itself, the module will need to provide analog-to-digital conversion, some local processing, and an RF module to transmit its data, which today would typically be a consumer technology such as Wi-Fi or Bluetooth because of its low cost, or a more specialised industrial network such as Zigbee or 6LoWPAN, because of their relative robustness.
The local processing may often need to act as a data filter to reduce the sheer volume of information sent back to a central hub, which can potentially be overwhelming. For example, the sensor module can screen out any results that fall within normal boundaries, but send an alert if out-of-range data suggests a likely failure.
We've focussed on sensors, but an IIoT implementation may well also include actuators, of course. These are also all connected and act on commands to operate valves, motors and so on.
For designers, these requirements are demanding. They need to build embedded sensor modules that contain a high degree of analogue and digital functionality, but are still small, power-efficient and relatively low cost. As well as the hardware, there is software to consider. Should the operating system (OS) be a regular embedded OS like uClinux, or a real-time OS such as Free RTOS? What kind of middleware is needed for functions such as networking and security? Is the hardware supported by stable communication protocols?
Finding the Right Solution
Adding these capabilities can be a new challenge for many OEMs. They may have limited experience in including the necessary level of embedded electronics in their factory automation systems.
At the start of any new project, it is necessary to consider the best approach. Depending on the result of that process the OEM may find they already have the necessary expertise, or they may find they need to invest in hiring new people or finding new partners with the skills they now need.
In terms of hardware, the designers might naturally choose to use discrete, off-the-shelf components. But the demands of the IIoT change everything, so it also makes sense at the start of every design project to consider the alternatives. One of those alternatives is developing their own optimised solution, by working with an expert partner to create a custom System on Chip (SoC).
Technology partners have been an essential part of each industrial revolution and Industry 4.0 is no exception. Custom ASIC vendors can provide the expertise needed to help OEMs, and can provide an almost turn-key solution, which reduces risk and cuts time to market. Of course, ASIC vendors can also provide application support for their customer’s SoCs, which may include APIs and board support packages.
Another factor, as always, is the return on investment. A custom ASIC will include only those functional blocks needed, which keeps cost, power consumption and size to a minimum. Custom semiconductor solutions can reduce the Bill of Materials (BoM) cost by up to 80 per cent for customers, and deliver gains in terms of system power, cooling requirements and physical size.
ASIC design partners can typically provide standard functions, such as security and communications, as proven Intellectual Property (IP). This IP can be integrated as a ‘black box’ or further customised to ensure the end result is fully optimised for the OEM’s exact needs.
S3 Semiconductor