Turning off-the-shelf components into an application-specific, total data acquisition solution
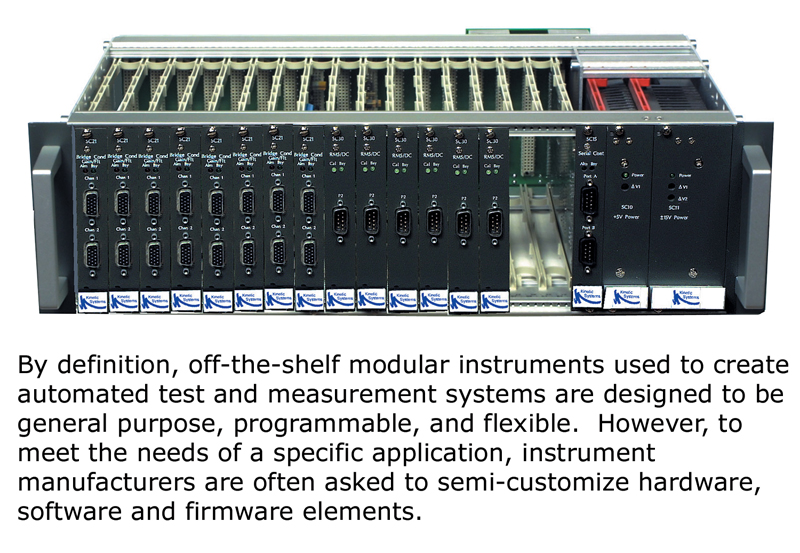
By definition, the off-the-shelf modular instruments (VME, PXI, VXI, CompactPCI, PCI, etc.) used to create automated test and measurement systems are designed to be general purpose, programmable, and flexible enough to handle a variety of input ranges and types, speeds, and functions. At first blush, these modular off-the-shelf instruments may seem ready-to-go for instrument manufacturers or test system designers' needs. However, 100 percent COTS are generally inadequate for complex, commercialized measurement systems. Often these instruments, built into systems within a chassis or PC, are used to build systems that are utilized in a laboratory or R & D environment, with techniques or information that was not previously available. "We build flexibility into our cards so they can deal with multiple conditions," says Steve Krebs, of KineticSystems, a company that offers a wide selection of CompactPCI/PXI and VXI data acquisition (DAQ) modules for test and measurement applications. "For instance, we have multiple inputs ranges on our cards. But we can't anticipate everything, particularly in cutting edge applications, so that's where customization still enters into the equation." Although nearly 90 percent of the company's revenue comes from off-the-shelf module sales, Krebs notes than an increasing number of customers require some level of hardware, software or firmware modifications to fit the application. "With modular instruments there is this idea that you can buy different pieces from Vendor A, B and C and stick them together in a system and that'll be it," says Krebs. "But once you put these modules together in a chassis, there can be issues with interoperability, input ranges, synchronization, signal amplitude or conditioning, and other performance characteristics." Although some customization can be handled by the customer's engineering staff, modifications can be a time-consuming, expensive activity that consume resources and detract from a company's core activity. As a result, it behooves manufacturers to partner with instrument providers willing to semi-customize COTS products. Unfortunately, the high volume manufacturers are often only interested in providing off-the-shelf products and are ill equipped or unwilling to provide semi-customized products. "The large instrument manufacturers claim to do it all," says Krebs. "But if you need customization they often refer you to third party integrators or channel partners and the way these parties generate revenue is to charge significantly for it." According to Krebs, smaller instrument manufacturers such as KineticSystems are typically more willing - often free of charge or at nominal cost - to provide semi-custom solutions along with its portfolio of off-the-shelf products. PXI System for Automotive Component Testing Application KineticSystems recently completed work for an automotive component testing application (CTS Automotive). The system was for an automotive component level development and testing division of a large company that supplies products to many different industries. The project involved an upgrade of the company's current data acquisition system for testing component level assemblies for automobiles, in this case accelerator pedals. The customer required a COTS solution to replace existing instrumentation for lower cost and same performance as its existing system. The ATE system was to be installed in multiple plants throughout the United States, and later fully standardized for export to other countries, including China. The testing process involves temperature controlled test chambers to simulate the worst case component environments. The accelerator pedals are mechanically cycled 24 hours a day for up to several months while the data acquisition system records the position and monitors the motion profile to ensure the pedal is performing as designed. In some instances, stress is also measured on the component under test. The original ATE system developed for this purpose as a custom solution was a proprietary non-standards based system no longer supported by its manufacturer. Later, the system was updated with VXI components from KineticSystems, but was still largely proprietary. "Every time they purchased a new system they made incremental improvements, but never came up with a standardized solution they could easily duplicate," says Krebs. "Now they were interested in a more economical solution that took less real estate and that they could standardize on globally."
KineticSystems was able to satisfy the requirements with a PXI-based solution. The company supplied 4 modular off-the-shelf instruments (KineticSystems Model #CP246) in rack mounted enclosure. Each CP246 is a flexible 8-channel CompactPCI/PXI module with signal conditioning and ADC. The customer also wanted to perform more frequent calibration of the instruments in its own metrology labs. Typically, calibration is performed annually at KinectSystems' facility. However, calibrating in house would minimize downtime and expense. In response, Kinetic Systems developed a standalone software application to perform periodic calibration with pre-calibration and post-calibration report generation for NIST traceability. The customer also required the ATE to have the built-in flexibility to perform ad-hoc data acquisition experimentation without having to write any code. This was achieved through KineticSystems' configurable data acquisition software, SoftView, which provides access to all of an instrument's capabilities and features through a simple point and click GUI. KineticSystems further customized its SoftView software to include the ability to specify modules as master/slave to allow for simultaneous acquisition of multiple transducers signals between multiple modules. This feature is now a standard offering in the SoftView software package. Insert: windtunnel-1wcap Laser Instrument Systems One of the advantages of purchasing COTS module is to reduce costs, time-to-market and to allow a company to focus its abilities on the design of the complete measurement system and not instrument manufacturing. This was the case for a U.S. manufacturer of laser instrument systems for specialized inspection at electrical and geological sites. The manufacturer had been dedicating valuable resources to engineering its own digitizer card in house, which was expensive, time-consuming and distracted personnel from its core competence - the laser optical system itself. Although commercial digitizers were available at the time the product was initially created, FPGAs (field-programmable gate arrays) that perform on board signal processing on a COTS digitizer were not. Later, when the product started to take off, the manufacturer decided to incorporate an off-the-shelf digitizer into its system. GaGe, a manufacturer of high-speed PCI/PCIe digitizers, had just released one of the industries' first digitizers with FPGA programmability that performed many of the functions in firmware processing the manufacturer required. After some research, the laser manufacturer selected a 12-bit high speed digitizer from GaGe. Almost immediately, it was clear that the FPGA was not large enough for the application, so GaGe worked with the customer to add another larger FPGA. The larger FPGA was from the same FPGA family and was pin compatible with the original. Consequently, GaGe was able to enlarge the FPGA without changing the circuit board, which would have entailed much higher costs. The manufacturer then realized belatedly that the digitizer they had developed in house was also equipped with low-speed A/D, D/A, IO to capture analog temperature measurements, activate motors, and turn the various devices on and off. To add these elements, GaGe partnered with KineticSystems to deliver what became a 2-board solution - the digitizer and a PXI DAQ data acquisition board from KineticSystems modified to operate from a USB port that provided the additional functions. Next, the manufacturer needed to address a unique low-power requirement. Because the laser instruments were used to monitor conditions in remote locations with no ready access to power, the units operated off solar powered rechargeable batteries. This created a strict power budget, not to exceed the power the solar panels could supply. Working with the customer, GaGe removed unnecessary components on its cards to reduce power consumption by 50%. "Because our board is general purpose we had multiple input ranges and multiple channels and the customer only required one," says Andrew Dawson of GaGe. "We removed a channel and the amplifiers, which resulted in a significant reduction in the power required." Another element that had to be addressed was the duration of the trigger pulse used to activate the laser beam. Although adequate for most applications, the standard trigger pulse on the GaGe board was too short in duration for this specific application, causing the laser to activate intermittently and therefore unreliably. Adding an external circuit would have solved the problem, but the customer rejected that solution because it would add to the cost. GaGe engineers modified the card to extend the duration of the trigger pulse. Finally, GaGe adapted the boards to be mounted horizontally, instead of vertically, and provided special board stand-offs to meet mounting requirement. "Although by itself each of these modifications might appear minor, the ensemble of modifications provided the customer with a complete, application-specific solution," says Dawson. EM Compliance Systems In another example from GaGe, a US manufacturer of electromagnetic (EM) compliance systems required 8-bit high speed digitizer. However, the customer required more memory than currently available on even the largest of GaGe's digitizers. This was an extraordinary requirement as GaGe offers some of the highest on-board memory in the industry, up to 4 GS/s. But the customer still needed more. GaGe solved the requirement with a two card solution, with each card's memory designed to fill in succession. Due to timing delays between cards, a special triggering signal was added to activate the second card when the first card was full. GaGe provided a procedure to figure out the delay between the two cards and provided its customer with custom software that could be used to easily align data acquisition between the two cards through a visual representation of the signals. The application also required a subtle adjustment to the sampling rate in order to cover the entire EM frequency spectra. According to the Nyquist Theorem, the sampling rate must be at least twice the highest analog frequency for completely accurate analog-to-digital conversion (ADC) of the signal. The GaGe card delivered a 2 GS/s sampling rate, but the customer wanted to be able to accurately identify signal frequencies up to 1 GS/s. To build in flexibility, the customer specified 2.1 to 2.2 GS/s sampling rate for the card. Because GaGe utilized fixed oscillators, it had to look elsewhere for a solution. Fortunately, GaGe's digitizers have a built in 10 MHz reference input as part of its standard reference circuitry that, multiplied by 200 provided the 2GS/s. GaGe modified the normally fixed reference input to be adjustable between 9 and 11 MHz so the sampling rate could be tuned to 90-110% of 2 GHz which delivered a 1.8 to 2.2 GS/s sampling rate. Because the GaGe digitizer was going to be utilized in a high vibration environment, the cards would be mounted in a spring-suspended chassis. Like all standard PC-based cards, an off-the-shelf digitizer is designed to attach to a slot at one end with the other end in open space. In a high vibration environment it was possible the card vibrate like a tuning fork, potentially damaging the card. GaGe addressed this issue with custom mounting brackets that secured the digitizer at both ends within the suspended chassis. The previous solution, despite its higher cost, utilized a spectrum analyzer that scanned at specific frequencies over the course of an event. This presented the possibility that the equipment could miss a non-compliant signal as it scanned through the various EM frequencies. GaGe's solution provides 100% coverage, capturing all the data at all frequencies over an 8 second event of interest. According to KineticSystems' Krebs, there is a limit to customization that should be expected from COTS products. "Once you get to the point of having a vendor create a new circuit board, you are really designing a fully custom product," says Krebs. "The expense goes way up, and you are no longer reaping the advantages of COTS modules." The bottom line is modular instrument manufacturers need to be able to deliver the best of both worlds: a level of customization at the price and timing of COTS products. www.dynamicsignals.com