Using the right power semiconductors can increase your power density
The solution must also address regulatory issues while serving system requirements
The steady increase in vehicle production, along with increased demand for car electrification is a worldwide phenomena. It is expected that global vehicle production will grow at around 4% over the rest of the decade. On the other hand, mainly driven by stringent fuel economy requirement and cross-functional new features, the power semiconductor usage actually grows at two-digit rate. The dilemma soon rises up between the increased power requirement and limited space in the automotive system. There are fundamental physical limits to how much energy that can be extracted from a given volume/mass of the energy resources (so called “power density”), and this is the key area that many car manufactures are working on nowadays to improve the performance.
Power density is indeed an important phrase in automotive electronics industry. For example, the high power density battery technology is critically needed to ensure the hybrid and electrical car development because nowadays the power density of battery still has significant gap versus gasoline. Similarly, take the steering system as another example, the hydraulic driven steering system always offer good power density compared with an electrical driven motor system, which means replacing the traditional solutions with electric drives requires advance system design with highly efficiency and compact power electronics, especially discrete semiconductor component.
Silicon technology is pretty matured nowadays, and semiconductor industry relies on two main areas to improve the system power density – either through the innovation of the new material technology, or through the innovative power packaging such as IR’s DirectFET2 performance power package.
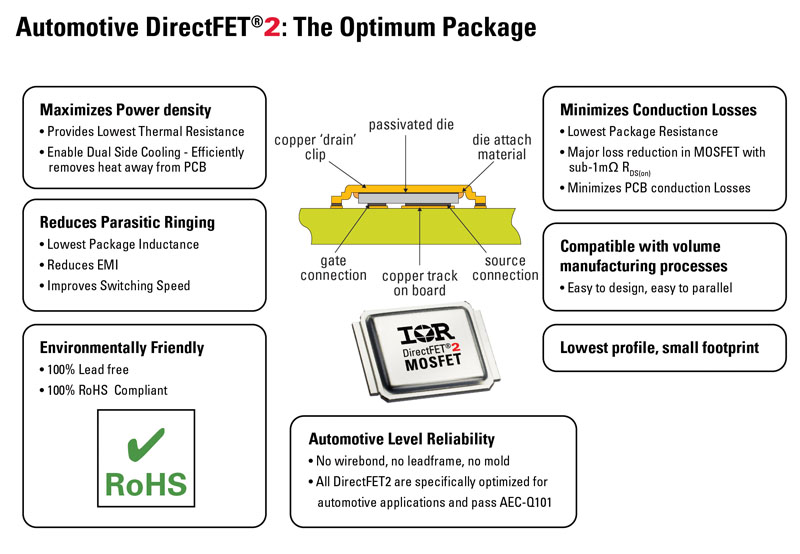
Figure 1 summarizes the key benefits of the DirectFET2 performance power package. DirectFET2 utilize the Copper Can on top to directly conduct the high current – therefore no wire bonding, no leadframe, and even no mold compound is required. This structure makes the package easy compliance with automotive standard, and all DirectFET2 products are specifically optimized for automotive applications and pass the stringent AEC-Q101 automotive reliability standard. On the other hand, low package inductance reduces parasitic ringing and therefore improves the EMI performance, and low package resistance minimizes conduction loss.
Click image to enlarge
Figure 1: Key Benefits of Automotive DirectFET2
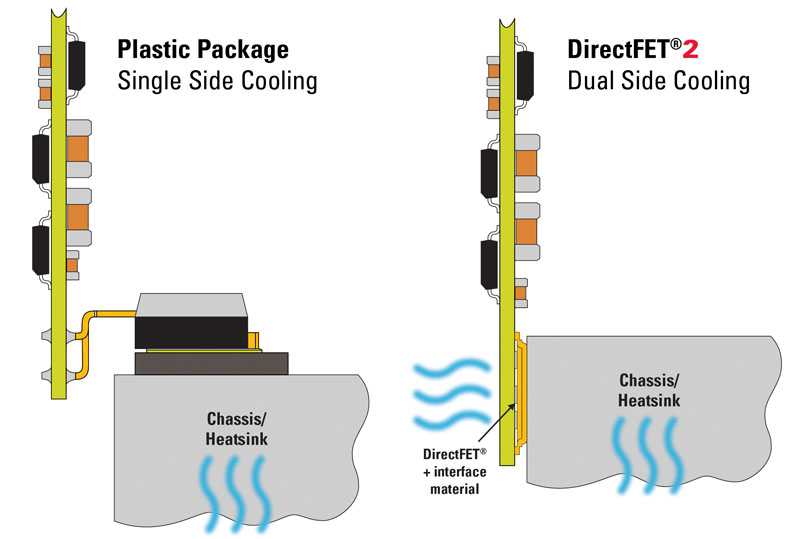
Another important feature for DirectFET2 lies in its superior thermal performance by utilizing the dual-side cooling concept. For traditional plastic surface mount package such as DPAK and D2PAK, package molding is always needed to accommodate the wire bonding, however molding compound have huge thermal resistance therefore prevent the topside cooling, furthermore the bottom side cooling is always limited by the PCB thermal impedance. Figure 2 shows the comparison of the cooling methodology between plastic package and DirectFET2. For plastic package, cooling through the PCB becomes impractical for many high power applications; therefore complicated and costly mechanical assembly is needed to achieve the good single bottom side cooling. On the contrary, DirectFET2 could take advantage of dual side cooling both from bottom PCB and from top heat sink, the flexibility of topside cooling significantly simplifies the mechanical design, reduces the system cost and improves the system overall power density.
Click image to enlarge
Figure 2: Dual Side Cooling of DirectFET2 significantly improves the power density
The semiconductor industry is in fast changing mode, as newer technology arrives at an ever increasing rate, consumers are discarding their obsolete products quickly. Motivated by addressing the global issue of consumer electronics waste. The Restriction of Hazardous Substances Directive 2002/95/EC (RoHS) standard was adopted in 2003 by the European Union. Nowadays RoHS has become the benchmark compliance standard for removal of hazardous materials from electronic components. RoHS compliance refers to an EU law to limit the concentration of these substances:
• Cadmium (Cd)
• Hexavalent chromium (Cr [VI])
• Lead (Pb)
• Mercury (Hg)
• Polybrominated biphenyls (PBB)
• Polybrominated diphenyl ethers (PBDE)
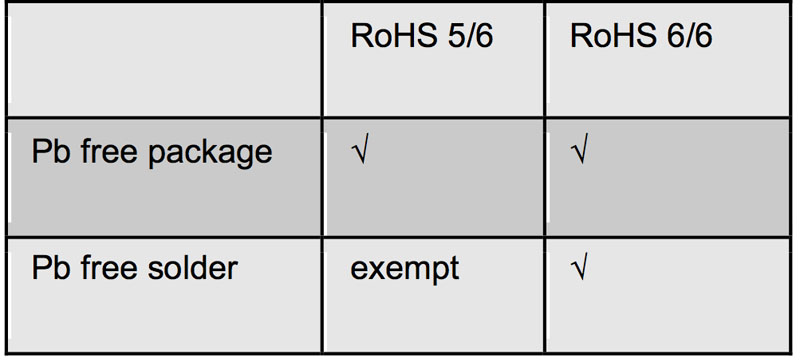
As shown above - one of the six banned substances is lead. RoHS 5/6 and RoHS 6/6 are abbreviations commonly used in the industry to designate components or products that comply with the RoHS Directive. RoHS 5/6 refers to products contain lead used in an exempt application, and RoHS 6/6 refers to products below the applicable RoHS Directive limits for all six substances without relying on any exemptions (see Table 1 below). Many power devices are still allowed to use lead internally, the solder die attached material offers excellent thermal conductivity, very low electric resistance, and high-melting temperature which allows the solder inside the package not to melt when the pacakge is reflowed on the PCB. This exemption is set to expire in 2016 requiring the redesign of systems using non-compliant devices. The new RoHS 6/6 standard requires 100% lead free, even for the internal die attached material.
Click image to enlarge
Table 1: RoHS 5/6 vs RoHS 6/6 Comparison
DirectFET2 is already RoHS 6/6 compliant - It uses epoxy for die attach material - the epoxy is optimized for thermal and electrical conductivity, the performance is comparable to solder yet contain no lead, therefore DirectFET2 package is a completely lead-free power package that meets all present and future RoHS regulations.
For semiconductor discrete components, package innovation always need to in line with benchmark silicon platform to ensure the excellent component level performance.
IR’s 40V automotive grade COOLiRFET™ MOSFET platform finds itself a perfect fit for these 12V battery heavy load applications. By utilizing the most advanced trench technology, COOLiRFET platform sets the new industry’s benchmark Rds(on) performance, and by combining automotive DirecFET2 performance power package with benchmark COOLiRFET silicon technology, system designers can benefits from significant power density improvement and 100% RoHS compliance.
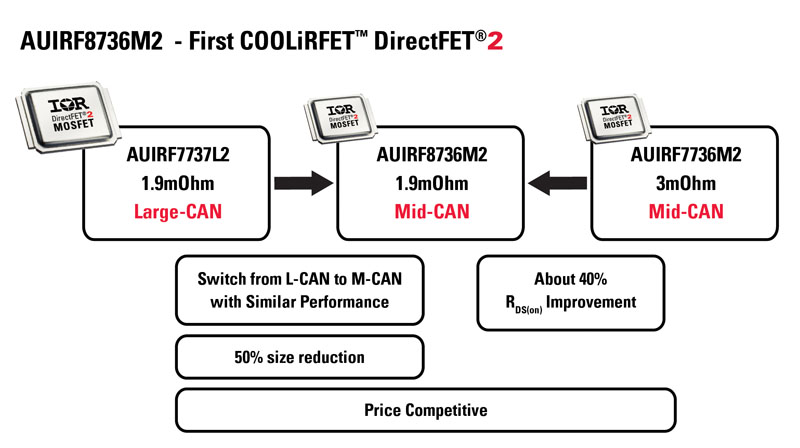
Figure. 3 shows the key benefits of the first COOLiRFET DirectFET2 part. By leveraging IR’s benchmark COOLiRFET™ silicon technology with the power performance DirectFET2 package, AUIRF8736M2 brings a 40% Rds(on) improvement in the same footprint or equivalent performance to Large Can device in 50% smaller package reducing overall system size and cost for automotive applications.
Click image to enlarge
Figure 3: First DirectFET2 package with COOLiRFET™ benchmark silicon platform